Abstract
Mechanical properties of polymer infiltrated ceramic network (PICN) fall in range between that of resin-based composites and glass ceramics. The aim of this study was to evaluate the mechanical properties of a newly fabricated polymer infiltrated lithium-disilicate network (PILN) and compare it with the commercially available PICN whose ceramic network is feldspathic ceramic (Vita Enamic, Vita Zahnfabrik, Bad Säckingen, Germany). Commercially available lithium disilicate based glass–ceramic CAD/CAM blocks (IPSe.max, Ivoclar, Schaan, Liechtenstien) were ground into a fine powder and used to produce a porous ceramic network (25% porosity). Resin was infiltrated and polymerized to form a dense PILN. Porosity percentage and microstructure were investigated. Single crowns were milled from the newly fabricated PILN blocks and from Vita Enamic then fracture load test was performed. Rectangular specimens were prepared from both materials, afterwards, flexural strength, fracture toughness, brittleness and Vickers’ hardness tests were investigated. Data were analyzed using independent sample-t test and paired sample-t test (n = 12, α = 0.05). Results showed that newly formulated PILN had significantly higher fracture resistance (1640 N) and superior fracture toughness (2.6 MPa m1/2) compared to the control which showed (1103 N) fracture load and (1.7 MPa m1/2) fracture toughness. PILN had lower brittleness index (0.89 μm1/2) than Vita Enamic (1.48 μm1/2) reflecting superior milling qualities. It was concluded that newly fabricated PILN material showed enhanced mechanical properties.
Article Highlights
Using lithium disilicate based glass–ceramic network instead of feldspathic ceramic network (used in Vita Enamic) can optimize the mechanical properties of hybrid ceramic CAD/CAM blocks.
In terms of mechanical performance, polymer infiltrated lithium-disilicate network (PILN) showed the advantages of both glass–ceramics and resin-based CAD/CAM blocks.
Selection of newly fabricated PILN material can be justified, for clinical application as a CAD/CAM block material to make metal-free dental restorations.
1 Background
Over the last decades, a shift toward metal-free restorations has been observed in dentistry. Several types of all-ceramic and resin composite materials are currently available in order to fulfill all patients’ needs [1]. Generally, resin-based Computer aided design/Computer aided manufacturing (CAD/CAM) composite blocks have lower mechanical properties, inferior color stability, and lower survival rates compared to all-ceramic blocks. On the other hand, dental ceramics are inherently brittle, hard to mill, and liable to chipping and catastrophic failure when over-loaded. In addition, ceramics are harder than enamel which may cause abrasive effect on the antagonist natural teeth [2, 3]. New dual network hybrid ceramics were introduced to the market where a polymeric phase infiltrates a porous ceramic network. These new hybrid materials combine the advantages of resin based restorations with those of glass ceramic restorations. Moreover, hybrid materials are milled in the final volume without the need for a post milling heat treatment [4]. Polymer infiltrated ceramic network (PICN) is multi-phase structure in which the constituent phases are mutually continuous and interconnected. The three-dimensional interconnectivity of PICN materials differs from traditional resin composites where the reinforcing fillers are freely dispersed in a polymeric matrix. On the contrary, PICN enjoy a continuous porous ceramic network that forms the framework of the restoration [5, 6].
The concept of resin replacing glass for the infiltration of porous aluminous ceramics had a long history in dentistry starting with the slip casting techniques and ending with the successful release of Vita Enamic in 2012. Vita Enamic (Vita Zahnfabrik, Bad Säckingen, Germany) is formed of polymer infiltrated ceramic network (PICN) that is composed of a porous feldspathic ceramic (75% by volume)and a reinforcing phase of acrylic polymer (25% by volume) [4, 7].
By searching the literature, it has been reported that Vita Enamic possess an intermediary performance in comparison to the one observed by typical ceramics and composites. In comparison to glass–ceramic based CAD/CAM blocks, Vita Enamic showed lower hardness and brittleness with higher flexibility and resilience that provide resistance to marginal chipping and improve the millability of the material. However, PICNs generally exhibit lower fracture resistance and fracture toughness compared to glass–ceramic blocks [4, 6, 8, 9].
In addition, it was found that changing any parameter during manufacturing of PICN, would change their mechanical behavior. This parameter could be chemical composition or any other technical parameter during the fabrication process (e.g. sintering temperature and resin polymerization procedure). One of the studies aimed to investigate the effect of zirconia-based ceramic volume percentage on some mechanical properties [10]. Another study attempted to modify the biocompatibility of PICN and fabricated it via infiltrating polymerizable monomers into porous ceramic networks combined with hydroxyapatite nano-powders [11]. Other studies fabricated PICNs with the same feldspathic ceramic network used in Vita Enamic and investigated the effect of different polymerization schedules [1] and pressures used during resin polymerization [12] on PICN blocks properties. It was noticed that, there is lack of data in the literature about using different ceramic network materials for fabrication of PICNs. Knowing that, the most widely used and the strongest and toughest dental glass–ceramics are lithium disilicate based glass–ceramics. In addition to its high fracture toughness caused by the interlocked microstructure, lithium disilicate glass–ceramics also show advantages over other glass–ceramics in terms of adjustable shade and translucency [13]. Consequently, this study fabricated a novel hybrid ceramic block with different ceramic composition (lithium disilicate based) compared to the feldspathic ceramic network used in Vita Enamic.
The aim of this study was to fabricate a polymer infiltrated lithium disilicate network (PILN) and evaluate its mechanical properties. The null hypothesis was that there will be no significant difference between its mechanical properties compared to that of the commercially available PICN (Vita Enamic).
2 Material and methods
2.1 Fabrication of resin infiltrated lithium disilicate ceramic network
Based on experimental research work, lithium disilicate ceramic powder was obtained by grinding CAD/CAM blocks (IPSe.max, Ivoclar, Schaan, Liechtenstien) using a ceramic ball mill (DECO-PBM-V-0.4L, Hanchen, Germany) for 30 min at 350 rpm and the powder was screened through a series of fine meshes (Gilson, USA) to obtain particles in size range of 50–100 µm. Polyvinyl alcohol (Oxford lab fine chem LLb, Maharashtra, India) was dissolved in deionized water to get 3 wt% solution which was added to the ground powder. The powder to solution ratio was adjusted to 0.75g: 0.15 mL using a sensitive balance (Aty224, Shimadzu, Japan), as shown in Table 1.
Table 1 Materials used in the study

The produced ceramic paste was then transferred to a stainless steel mold (L = 20 mm × w = 10 mm, h = 5 mm), then pressed pneumatically for 10 min at 6 MPa, and dried at 110℃ for 24 h. The prepared green state blocks were sintered in two steps in a muffle furnace (LT 5/12, Nabertherm GmbH, Germany). First, they were fired at 500℃ with a heating rate of 3℃/min and kept at this temperature for 1 h to remove the PVA. Then, sintered for 2 h at temperatures of 820 °C with a heating rate 3℃/min. Afterwards, cooling was done by opening the door of the furnace for 2 h then bench cooling for 3 h. Then, the porous ceramic blocks were soaked in silane coupling agent (Porcelain primer, Bisco Inc., Schaumburg, USA) for 12 h then heat dried in the furnace for 10 min at 70℃. After bench cooling for 2 h, the blocks were immersed in tubes containing a mixture of methyl methacrylate resin (SDFCL, India) and 0.5% benzoyl peroxide (Merck, Rahway, USA). Subsequently, the test tubes were placed in an ultrasonic machine (2-16 PK, Sigma, Germany) for 20 min then in a centrifugal machine for 30 min at 2000 rpm to ensure adequate resin infiltration in the ceramic network. Polymerization of the resin was accomplished in a water bath (WNB 45, Memmert, Germany) at 70℃ for 8 h. After polymerization, a diamond saw (IsoMet 4000, Buehler, USA) of thickness 0.7mm was used to cut the test specimens under water cooling system at speed 2500 rpm and feeding rate 5 ml/min. Digital micrometer (QuantuMike, Mitutoyo, Japan) was used for measuring the dimensions of each specimen, that were adjusted according to each testing methodology. Then specimens were sequentially polished with P600 up to P1200 grit silicon carbide papers (Allied HighTech Products Inc, USA).
Based on a previous study by Hong et al. [8] sample size calculation of this in-vitro study was done using the comparison of fracture load between the newly formulated polymer infiltrated lithium disilicate network and commercially available polymer infiltrated ceramic network (Vita Enamic), as it was the primary outcome of this study. As reported in Hong et al. study, the mean ± SD of fracture load of Vita Enamic was 789.73 ± 98.90 N. It was calculated that the minimum proper sample size was 12 samples of each material in each test to be able to reject the study’s null hypothesis with 99% power at α = 0.05 level using Student’s t test. Sample size calculation was done using PS Power and Sample Size Calculations software, version 3.0.11 for MS Windows (William D. Dupont and Walton D., Vanderbilt University, Nashville, Tennessee, USA).
2.2 Porosity measurements
A helium pycnometer (UltraPyc 1200e model 2014, Quantachrome, Austria) was used to measure porosity before and after resin infiltration. The bulk volume (vb) and the dry weight (wd) of the specimens were estimated using direct methods; sensitive balance (Aty224, Shimadzu, Japan) and a digital micrometer (QuantuMike, Mitutoyo, Japan). Then, the bulk density (ρb) was calculated using the following equation:
ρb (g∕cm3 )=wd∕vb
The grain volume (vg, cm3) of the studied specimens was measured using the helium pycnometer at room temperature and 19 PSI pressure. Then, grain density (ρg) and helium porosity (∅) of the specimens were calculated using the following equations
ρb (g∕cm3 )= wd∕vg
∅(%) = 100 ∗ g− ρb ∕ ρg
To approach highest precision, measurements were repeated 5 times and the average was taken for each PILN specimen before and after resin infiltration and polymerization. While, for Vita Enamic, measurements were made for the commercially available blocks that is resin infiltrated by the manufacturer [14].
2.3 Microstructure examination
Microstructure was examined using scanning electron microscope (SEM) (Quanta 250 FEG, FEI company, Netherlands). Accelerating voltage of 20 K.V was used under magnifications of 800× and 3000×. To investigate each phase of each material individually to be able to compare between the two materials, microstructure of a representative of both materials after thermal and chemical etching was evaluated. To visualize the interconnected ceramic network structure, specimens were polished and then thermally etched at 500℃ for 30 min to selectively burnout the polymer phase. While, to reveal the polymeric phase, specimens were polished and then acid etched (5% HF acid for 60 s) to selectively remove the surface ceramic material. All specimens were gold coated before examination [15].
2.4 Fracture resistance
Maxillary premolar full coverage anatomical restorations (n = 12) were prepared by milling CAD-CAM blocks of the prepared PILN. An acrylic premolar tooth was prepared according to standardized recommendations insuring an axial reduction of 1.5 mm and an occlusal reduction of 2.0 mm. After scanning (InEos X5, Detsply Sirona, USA), the restoration was designed (Inlab CAM 20 software, Detsply Sirona, USA), and finally the blocks were milled (Inlab MCX5 milling machine, Detsply Sirona, USA). After resin cementation, the specimens were axially loaded in a universal testing machine (model 3345, Instron, USA) using a stainless-steel ball (5 mm) and silicon sheet stress breaker at a crosshead speed of 0.5 mm/min. up to specimen failure. The force required for failure, in Newton (N), was recorded by universal testing machine software (BlueHill universal, Instron, USA). Vita Enamic milled crowns were used as control.
2.5 Flexural strength
Rectangular specimens (14 mm × 4 mm × 2 mm) were attached to a three point flexure strength attachment unit in a universal testing machine (model 3345, Instron, USA) and loaded at a rate of 1.0 mm/min till fracture (ISO 6872:2008). The flexural strength (f), in MPa, was calculated using the following equation [1, 4, 9]:

where P is the fracture load in (N), L is the roller span (12 mm), b is the width and h is the height of the specimens. After evaluation of the flexural strength, the flexural modulus (Ef), in GPa, that describes the tendency of the material to bend under an applied force is calculated from the load- deformation curves as follows:

where m is the slope of the linear portion of the load-deformation curve (N/mm). The modulus of resilience (Ur), in MPa, defined as the maximum energy that can be absorbed per unit volume without creating a permanent distortion, was calculated by:

where f is the flexural strength in MPa and Ef is the flexural modulus in GPa.
2.6 Fracture toughness
Fracture toughness was tested using a modified compact tension test [16], where specimens (10 mm × 1.2 mm × 4 mm) were edge-notched with a double sided diamond disk (IsoMet 4000, Buehler, USA). The sides of the notch were widened laterally through applying the disk at a slight angle. The width of each notch at its surface was adjusted to 1.5 mm in all specimens. The effective notch length (a) is related to the specimen width (W) according to the requirements the test [16]: 0.45 ≤ a/W ≤ 0.55. A digital micrometer (QuantuMike, Mitutoyo, Japan) was used for measuring specimen dimensions with an accuracy of ± 0.01 mm. Individual precise dimensions of each specimen were used in the equation to calculate the Kic. Instead of applying tensile loading through drilled holes, a steel loading bar was used to apply compressive load (model 3345, Instron, USA). Fracture toughness (Kic) in MPa.m1/2 was calculated according to the formula:

where P = maximum load required for fracture in N, Y2 = a tabulated function of a/W, B = thickness in mm and W is the width in mm.
2.7 Vickers’ hardness test
The surface microhardness was measured (Wilson hardness tester VH1102, Buehler, USA) according to the ASTM C1327-03 standards [17] a selected load of 9.8 N was applied smoothly, without impact for 20 s. After load removal, the two impression diagonals were measured and HV was calculated:
HV =1854.4L∕d2
where the load L and d is average of the diagonals.
2.8 Brittleness index
According to the testing methodology proposed by Boccacini in 1997, the hardness values must be converted to GPa prior to calculation of brittleness index, to fit into the equation [18]. After recording of both the hardness and fracture toughness values for each material, the brittleness index was calculated using the following equation;
B = H∕KIc
where B is the brittleness in μm1/2, H is the hardness in GPa, and KIc is the fracture toughness in MPa m1/2 [19, 20].
2.9 Statistical analysis
The mean and standard deviation values were calculated for each group in each test (n = 12, α = 0.05). Data was explored for normality using Kolmogorov–Smirnov and Shapiro–Wilk tests. Independent sample-t test and paired sample t-test were used for data analysis (SPSS Statistics Version 20, IBM, USA).
3 Results
There was a significant statistical difference in porosity percentages before and after resin infiltration of PILN (t = 18.3, P < 0.001). Before infiltration, the porosity of PILN was 25% ± 0.6% which was significantly reduced to 0.31% ± 0.1 after resin infiltration and polymerization. There was no statistical difference (t = 1.2, P < 0.92) in the porosity percentages measured for PILN after resin infiltration and PICN (Vita Enamic) that showed (0.34% ± 0.1) porosity.
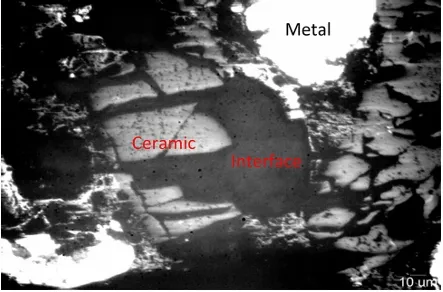
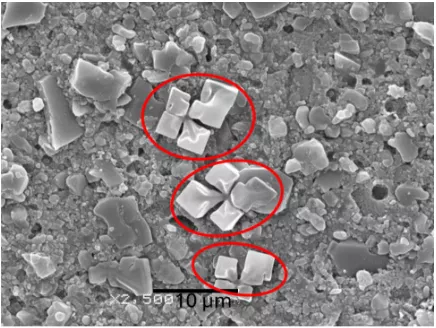
SEM micrographs of thermally etched PILN specimens revealed a continuous sintered ceramic network with a thicker and more interconnected ceramic network compared to Vita Enamic. While, in chemically etched specimens, SEM micrographs showed the interconnectivity of the polymeric network after selective removal of the ceramic component. Vita Enamic showed more porosities after chemical etching compared to PILN, as shown in Fig. 1.

Fig. 1 A SEM micrograph, ×800 after thermal etching of PILN. B SEM micrograph, ×800 after thermal etching of PICN. Both images show a dense interconnected ceramic network (black arrows). Higher magnification, ×3000, of the previous images is shown in C PILN and D PICN. E SEM micrographs, ×800, after chemical etching of PILN showing interconnectivity of the polymeric matrix (white arrows). F SEM micrograph, ×800 after chemical etching of PICN showing polymeric matrix (white arrows). Higher magnification, ×3000, of the previous images is shown in G PILN and H PICN
The Fracture resistance test results showed that there was a significant difference between the two materials (t = 8.9, P < 0.001) where PILN had higher fracture resistance (1640 N) than PICN (1103 N). There were no statistical significant differences in flexural strength (t = 1.3, P < 0.75), flexure modulus (t = 1.2, P < 0.7) and modulus of resilience (t = 1.5, P < 0.8) between the tested materials, Table 2.
Table 2 Mechanical properties of the tested materials

The results of fracture toughness test showed that there was a significant difference between the two materials (t = 6.1, P < 0.001) where PILN had higher fracture toughness (2.6 MPa m1/2) compared to PICN (1.7 MPa m1/2). The results of Vickers’s hardness test showed that there was no significant difference between PICN Vickers’s hardness (2.6 GPa) and that of PILN (2.4 GPa) (t = 1.8, P < 0.68). The brittleness index results showed that there was a significant difference between the two materials (t = 11.8, P < 0.001). PICN brittleness index (1.48 μm1/2) was higher compared to PILN (0.89 μm1/2), Table 2.
4 Discussion
In this study, the ceramic network percentage of the newly fabricated polymer infiltrated lithium disilicate network was 75% by volume which was in in accordance with Nguyen and Sadoun and Li and Sun studies [10, 21] which concluded that it was the optimum percentage for improving fracture toughness, flexure strength, and hardness. Higher ceramic volume fraction resulted in collapse of the available porosity and difficulties in adequate resin infiltration. Furthermore, the more sintered the networks is, the more sintering necks existed, making the CAD/CAM blocks harder and less machinable [21]. In addition, in Vita Enamic, the manufacturer reported that its ceramic weight percentage was 86% while Mainjot et al. found that it was composed of 75% ceramic volume percentage and 25% UDMA [22].
Fracture resistance test results showed that the crowns milled from PILN CAD/CAM blocks fractured at a significantly higher load, 1640 N, compared to those milled from PICN, 1103 N, which could be explained by the PILN microstructure shown in Fig. 1 that emphasize the combined effect of crack bridging and high strain at failure of the ductile polymer phase in addition to the strengthening mechanism of the lithium disilicate ceramic network which is formed of interlocked needle-like crystals that are embedded in the glassy matrix. These results came in accordance with some previous studies, where IPSe.max crowns fractured at significantly higher loads compared to Vita Enamic [7, 8, 23, 24]. Therefore, the newly fabricated PILN, is expected to bear much higher functional loads.
Contrary to intuition, higher fracture loads, where not associated with neither higher flexural modulus nor higher modulus of resilience [25] which revealed that changes in composition of the ceramic network did not affect the flexibility of PILN as the bending properties are controlled by the organic polymer that has more ability to strain and bend compared to the brittle ceramic network [3, 6, 25]. Having a flexural modulus close to that of dentin, 16–20 GPa, is one of the great advantages of this group of restorative materials [26].
Fracture toughness is a critical mechanical property used to estimate the resistance of the material to crack propagation. In this study, according to the method proposed by Badawy et al. in 2016, instead of applying tensile loading through drilled holes in compact tension test, a steel loading bar was used to apply a compressive load. Their study showed that this method provides reliable results by avoiding formation of micro-cracks that may be developed by drilling holes into the specimen [16]. In this study, results showed that PILN had significantly higher fracture toughness (2.6 MPa m1/2) than PICN (1.7 MPa m1/2). This is directly associated to the stronger lithium disilicate based ceramic network whose microstructure composed of 70% lithium disilicate needle-like interlocked crystals and 30% glassy matrix. This high crystalline content is able to absorb higher energy during crack propagation. In addition, the presence of a second polymeric phase may offer additional resistance to crack propagation reinforcing interconnected ceramic phase that could offer a toughening mechanism by bridging the cracks introduced to the ceramic network [27]. The null hypothesis was thus rejected.
Vickers Hardness test results showed comparable values between the tested hybrid ceramics which is attributed to the similar 3D interconnected ceramic network design where the indenter is loaded on a dual network structure almost similar in mechanical properties [28]. Generally, one of the great advantages of PICNs is their easier machinability and less liability to chipping during milling compared to other ceramics [26, 28, 29]. Boccaccini et al., proposed using the brittleness index as an estimate for the machinability of ceramics which was based on the rationale that brittleness is a measure of the relative susceptibility of a material to deform and fracture. The brittleness index provides a direct relationship between the hardness (H), which quantifies the resistance to deformation, and the fracture toughness (KIc), which quantifies the resistance to fracture in the presence of cracks. Some authors stated that, since machinability involves deformation and micro-fracture, so the brittleness index that is calculated from both parameters, should be a better parameter for its quantification instead of using either hardness or fracture toughness taken separately [18, 20]. Brittleness index results of this study showed that newly fabricated PILN had significantly lower brittleness index (0.89 μm1/2) compared to n Vita Enamic (1.48 μm1/2). These results showed its better machinability and less liability to chipping during milling which is expected to improve the marginal quality of the restorations.
The study’s limitations were that the exact resin material, Urethane dimethacrylate (UDMA), that is used in Vita Enamic, was not available due to chain supply problems, in addition, the fracture load and other studied mechanical tests do not replicate the natural masticatory forces.
5 Conclusions
The null hypothesis of this study was that, using lithium disilicate based ceramic network instead of feldspathic ceramic network in fabrication of hybrid CAD/CAM blocks would have no effect on their mechanical properties. Results showed that the newly formulated PILN had significantly higher fracture resistance and fracture toughness compared to the commercially available hybrid CAD/CAM block. This improved mechanical performance is expected to enhance the clinical performance of this group of ceramics. In addition, it can widen the application of hybrid ceramics to include three or four unit all-ceramic bridges and implant supported all-ceramic crowns in high stress bearing areas. Knowing that, in-vitro studies do not accurately replicate the natural masticatory forces, clinical studies are furtherly needed to be accomplished in the future. In addition, chemical characterization tests and tests that investigate surface roughness after finishing and polishing would aid in predicting the clinical performance of this novel material.
Reference: Omitted
Declaration: This article is provided by CERADIR™ users or obtained from Internet, the content does not represent the position of CERADIR™. We are not responsible for the authenticity/accuracy of the article, especially the effects of the products concerned. This article is for study only, it does not constitute any investment or application advice. For reprinting, please contact the original author. If it involves the copyright and/or other issues, please contact us and we will deal with it asap! CERADIR™ has the interpretation of this declaration.