Abstract: In this work, bulk Zr3Al3C5-based ceramics were synthesized by the infiltration of Al–Si melt into zirconium carbide (ZrC) perform. The phase composition, microstructure, and mechanical properties of as-fabricated ceramics were studied. The results demonstrate that Si is more effective to reduce the twin boundary energy of ZrC than Al, and thus promotes the decrease of formation temperature of Zr3Al3C5. With the infiltration temperatures increasing from 1200 to 1500 ℃, the Zr3Al3C5 content increases from 10 to 49 vol%, which is contributed to the increase of flexural strength from 62±9 to 222±10 MPa, and fracture toughness (KIC) from 2.8±0.2 to 4.1±0.3 MPa·m1/2. The decrease of mechanical properties for the samples fabricated at 1600 ℃ is ascribed to the abnormal growth of Zr3Al3C5 grains.
Keywords: Zr3Al3C5; ultra-high-temperature ceramics (UHTCs); twin; carbide; Al–Si alloy
1 Introduction
Ultra-high-temperature ceramics (UHTCs), a group of advanced structural ceramics, exhibit indispensable advantages in ultra-high-temperature service environment for the thermal protection system of hypersonic vehicles[1,2]. The strong covalent bonding makes them have high hardness, high melting point, high strength and stiffness, and chemical inertness, simultaneously. However, the intrinsic brittleness and poor oxidation resistance of UHTCs limit their further application.
In order to combat with the above drawbacks, a series of new ternary transition metal carbides with a general formula of (TC)nAl3C2 and (TC)n[Al(Si)]4C3 (where T = Zr or Hf, n = 1, 2, 3, …) were developed[3]. Based on the periodic stacking of TC and Al3C2/[Al(Si)]4C3 in the lattice, these ternary carbides have laminated structure and the elongated grain with large aspect ratio, leading to better damage tolerance, toughness, and thermal shock resistance than corresponding binary carbides [4–7]. In the oxidation process of these ternary carbides, the protective oxidation scales, like Al2O3 or mullite (3Al2O3·2SiO2), can be formed to inhibit the inward-diffusion of oxygen effectively, resulting in better oxidation resistance than binary carbides [8,9]. Therefore, these ternary carbides are treated as novel promising high-temperature structural materials.
Zr3Al3C5, as one of the representative (TC)nAl3C2 phases, can be treated as ZrC slabs separated and mirrored by Al3C2 units, and the atomic-scale micro-structures, mechanical, and thermophysical properties of bulk Zr3Al3C5 ceramics have been investigated [4–6]. Several methods have been employed for the synthesis of Zr3Al3C5, including solid state reaction [8], arc melting [10], and reactive hot processing [5]. Compared with the above mentioned methods, reactive melt infiltration (RMI) is one of the most effective ways to fabricate bulk ceramics with complex shape [11,12]. However, it is rarely seen the report on the synthesis of bulk Zr3Al3C5-based ceramics by RMI.
In the previous works, the Al, Si, and Al–Si melts have been employed to prepare Ti3AlC2, Ti3SiC2, and Ti3Si(Al)C2-based ceramics, respectively [13–16]. Since Zr3Al3C5 has a similar structure with these ternary phases, it is possible to synthesize Zr3Al3C5-based ceramics by RMI. Moreover, it is interesting to note that Si is effective in reducing ZrC for the synthesis of bulk Zr3Al3C5 [5], but the promotion mechanism is still not clear. It is essential to carry out the related work to further study the formation mechanism of Zr3Al3C5.
In this work, ZrC preforms were firstly prepared by cold-pressing and pre-sintering, and then Al–Si melt infiltration was carried out to obtain Zr3Al3C5-based
ceramics. The role of Si in the formation of Zr3Al3C5 was revealed, and the microstructure and mechanical properties of bulk ceramics fabricated at different infiltration temperatures were discussed.
2 Experimental
2. 1 Material preparation
ZrC powder (Huawei Ruike Co., Ltd., China) with an average particle size of 1–2 μm was employed. First, the slurry formed by mixing powder into distilled water was ball-milled for 12 h, and then freeze-dried. Second, the powder was cold-pressed into a preform with dimensions of 68 mm × 15mm × 4 mm. Third, the preforms were heat-treated to 1500 ℃ in flowing argon for 1 h. After pre-sintering, the preforms would have a considerable mechanical strength, which can effectively reduce the risk of damage in the transportation process. Finally, the infiltration of Al–Si alloy (70 Al– 30 wt% Si, Huawei Ruike Co., Ltd., China) into ZrC preform was carried out under the temperatures from 1200 to 1600 ℃ for 2 h in flowing argon. After cooling down, the surface Al–Si alloy was removed, and then the specimens were wire-electrode cut into the desired dimensions. The infiltration temperatures of Al–Si melt was chosen as 1200, 1300, 1400, 1500, and 1600 ℃, and the corresponding samples were named as samples Z1200, Z1300, Z1400, Z1500, and Z1600, respectively.
2. 2 Characterization
Density and open porosity of as-prepared samples were collected according to Archimedes method. The changes of volume were calculated based on the dimensions before and after Al–Si melt infiltration. A transmission electron microscope (TEM, G-20, FEI-Tecnai, Hillsboro, USA) and a scanning electron microscope (SEM, S-2700, Hitachi, Tokyo, Japan) were employed to characterize the microstructure and element compositions of as-fabricated samples. X-ray diffraction (XRD, Rigaku D/max-2400, Tokyo, Japan) was employed to characterize the phase composition.
The samples with dimensions of 40 mm × 4 mm × 3 mm and 40 mm × 6 mm × 3 mm were employed for the measurement of strength and toughness. At least five samples were tested for each assembly. The flexural strength was tested via the three-point bending method, and the loading rate and the loading span were set as 0.5 mm/min and 30 mm, respectively. The fracture toughness (KIC) was tested via the single edge notched beam (SENB) method. A straight-through notch with a relative length, c/w = 0.5 (c-notch length, w-specimen width), was introduced at the center of the specimen by a diamond blade of 0.2 mm thickness. The loading speed and the support span were set as 0.05 mm/min and 30 mm, respectively, and the KIC was calculated by the following equation:

where p is the maximum load, B is the width of rectangular bar-shaped samples, and S is the support span.
3 Results and discussion
3. 1 Effect of Si on the formation of Zr3Al3C5
As shown in Fig. 1, only ZrC exists in the preform, and no ZrO2 can be detected, indicating that ZrC was not oxidized in the pre-sintering process. The infiltration of Al melt into ZrC preform was conducted from 1400 to 1600 ℃. The resultant is mainly composed of ZrC and few ZrAl3 after reaction under 1400 ℃, and Zr3Al3C5 started to precipitate with the infiltration temperature increasing to 1500 ℃. For the sample fabricated at 1600 ℃, a large amount of Zr3Al3C5 and minor Zr2Al3C4 can be formed. It can be deduced that ZrC preferred to react with Al to form ZrAl3, and then formed the ternary carbide at a higher temperature.

Fig. 1 XRD patterns of ZrC preform and the samples fabricated by the infiltration of Al melt into ZrC preform from 1400 to 1600 ℃.
Figure 2 presents the XRD patterns of the samples fabricated by Al–Si melt infiltration. It can be found that ZrC reacted with Al to form ZrAl2 and Zr3Al3C5, and ZrC reacted with Si to form ZrSi2 and ZrSi. Minor Zr2Al3C4 can be found in samples Z1200 and Z1300. When the temperature increased to 1400 ℃, the diffraction peak of 6.397° becomes clear, indicating the large-scale generation of Zr3Al3C5. No Zr2Al3C4 can be found any more, and only minor Zr2[Al(Si)]4C5 can be detected. With the temperature increasing to above 1500 ℃, Zr3[Al(Si)]4C6 appears in the final product. It is interesting to note that other ternary carbides always co-exist with the formation of Zr3Al3C5.

Fig. 2 XRD patterns of the samples fabricated by the infiltration of Al–Si melt into ZrC preform from 1200 to 1600 ℃.
Zr3Al3C5 can be formed at 1200 ℃ for Al–Si melt infiltration, whereas it requires a higher temperature for the precipitation of Zr3Al3C5 for Al melt infiltration. The difference is the incorporation of Si in the alloy, and thus it can be deduced that the decrease of formation temperature is ascribed to the introduction of Si in the melt.
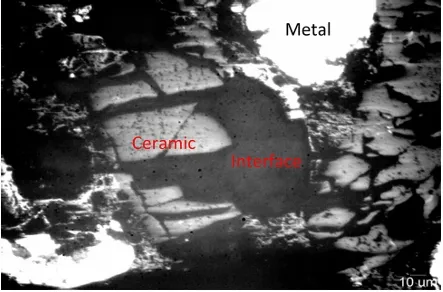
The Zr3Al3C5 with elongated shape can be clearly seen in the bright-field TEM image (Fig. 3(a)), and the typical super-lattice spots in the selected area electron diffraction (SAED) patterns (the inset in Fig. 3(a)) further confirm the periodic structure of Zr3Al3C5. As shown in Fig. 3(b), ZrC twins can also be found in sample Z1200, which were confirmed by the SAED patterns (Fig. 3(c)). High-resolution TEM was employed to observe the atomic-scale microstructure. Two areas can be clearly found in Fig. 3(d). The area I is the twin zone, and a second phase precipitated in area II. According to the enlarge images of area I (Fig. 3(e)), it can be confirmed that this domain is the typical ZrC twins, in which the two areas along the twin boundary are ideally mirror-symmetric. The observation direction is along [110] axis, revealing the characteristics of {111}zr twins. As seen in the enlarged high-resolution TEM image (Fig. 3(f)), obvious lattice distortion including six atomic layers with the thickness of about 1.74 nm has been observed, which is thicker than six Zr atomic layers (1.68 nm). This phenomenon means that impurity atoms diffused into ZrC lattice along the twin boundary, corresponding to the precipitation of Zr3Al3C5 grain in area II.

Fig. 3 Bright-field TEM images show (a) Zr3Al3C5 of (b) ZrC twins in sample Z1200. (c) SAED patterns of ZrC twins. (d) High-resolution TEM images show the area of ZrC twins. (e) and (f) show the enlarge images of areas I and II in (d), respectively. TB is the abbreviation of the twin boundary.
The formation of ternary carbides is related to the formation of binary carbide twins, and TiC twins are essential to the formation of Ti3SiC2 [17]. Ti3SiC2 can be formed at a lower infiltration temperature with the replacement of Si melt by Al–Si melt infiltration, in which the incorporation of Al could reduce the twin boundary energy (TBE) of TiC, inducing the precipitation of TiC twins and the formation of Ti3SiC2 at lower temperatures [18,19].
In the Zr–Al–C ternary system, partial carbide twin structure could be observed. ZrC has the similar structure with TiC, from which it can be deduced that silicon can also play the catalytic role in facilitating the formation of ZrC twins, finally leading to the formation of ternary carbide. Compared with Al melt infiltration, the formation temperature of Zr3Al3C5 is reduced for Al–Si melt infiltration, revealing that Si can more effectively reduce the TBE of ZrC twins than Al.
3. 2 Microstructure and mechanical properties
Table 1 presents the density, open porosity, and volume shrinkage of the different samples. For the initial ZrC preform, the density and open porosity are 3.40 g/cm³ and 49 vol%, respectively. With the increasing of infiltration temperatures from 1200 to 1500 ℃, almost full dense ceramics with slight shrinkage (lower than 5 vol%) are obtained, and the density increases slightly from 4.34 to 4.58 g/cm³, indicating that bulk Zr3Al3C5-based ceramics can be near-net-shape fabricated by the present process. However, when reaction temperature reached 1600 ℃, a large volume shrinkage of 16 vol% occurred.
Table 1 Density, open porosity, and volume shrinkage of the samples Z1200–Z1600

RMI is a reaction-diffusion competition process. As shown in Fig. 4, in Al–Si melt infiltration process, Al and Si have the different consumption and diffusion speeds, leading to the formation of Si- and Al-rich areas according to the distribution of Si and Al. The white one is the Si-rich area, which is mainly consisted of ZrSi2 and ZrSi, resulting from the reaction of ZrC and Si; the other one is the Al-rich area, which is mainly consisted of ZrAl2, Zr3Al3C5, and Al, resulting from the reaction of ZrC and Al. Zr3Al3C5 with elongated shape can be clearly found in the Al-rich area. In this area, due to the consummation of Al by the reaction, the Al atom in Al–Si alloy melt preferred to infiltrate into this area due to the concentration difference. As the infiltration temperature increases, more Zr3Al3C5 can be formed. Therefore, the Al melt preferred to infiltrate inward than the Si melt, and the more Al-rich area can be obtained.

Fig. 4 BSE images of polished morphologies of the samples: (a) Z1200, (b) Z1300, (c) Z1400, (d) Z1500, and (e) Z1600.
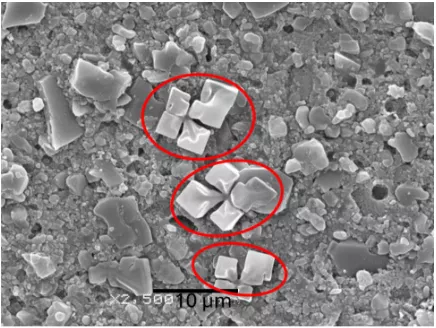
Figure 5 presents the high-magnification back scatter electron (BSE) images to show the phase distribution of the different samples. As shown in Fig. 5(a), a large amount of Al remains in the Al-rich area for sample Z1200, and the Zr3Al3C5 with elongated shape can be clearly found. Figures 5(b) and 5(c) present the BSE images of Al-rich area and the intersection between Al- and Si-rich area for sample Z1400. As shown in Fig. 5(b), the dark phase and the elongated phase represent Al and Zr3Al3C5, and the gray phase filling the gap between the laminated grains represents ZrAl2. These three phases were formed by the reaction of ZrC and Al. As shown in Fig. 5(c), for the Si-rich area, the brightest phase represents ZrSi, and the surrounding gray bright phase represents ZrSi2. Figure 5(d) presents the BSE image of sample Z1600. No ZrAl2 can be found in the Al-rich area, indicating that ZrAl2 is the intermediate phase for the formation of Zr3Al3C5. By the measurement of phase volume in BSE images, it can be estimated that Zr3Al3C5 contents in samples Z1200, Z1300, Z1400, Z1500, and Z1600 are 10, 15, 36, 45, and 58 vol%, respectively, indicating that the higher infiltration temperature is in favor of the formation of more Zr3Al3C5.

Fig. 5 High-magnification BSE images of polish-surface of the samples: (a) Z1200, (b, c) Z1400, and (d) Z1600.
According to the phase distribution in BSE images, the grain size of Zr3Al3C5 can be measured statistically. As shown in Fig. 6, the average length and the thickness of Zr3Al3C5 grains are 22.0 and 1.1 µm for sample Z1200, 20.8 and 1.3 µm for sample Z1300, 10.0 and 1.4 µm for sample Z1400, 12.1 and 2.0 µm for sample Z1500, and 58.3 and 15.4 µm for sample Z1600, respectively. For the growth of grains along the length direction, a higher temperature means a higher growth rate and more nucleation points. The latter one may inhibit the growth of elongated grains due to the limit of growth space. It is complicated for the grain growth along the length direction. The growth along the thickness direction is simple, whereas the infiltration temperature is the main factor. As infiltration temperature increases from 1200 to 1500 ℃, the thickness increases slightly, but the significant increase can be found for sample Z1600, revealing the abnormal growth of Zr3Al3C5 grains at 1600 ℃.

Fig. 6 Gaussian distribution graphs of Zr3Al3C5 grains for the different samples: (a) Z1200, (b) Z1300, (c) Z1400, (d) Z1500, and (e) Z1600. Tmean and Lmean represent the mean thickness and length of Zr3Al3C5 grains, respectively.
In the RMI process, as the reaction proceeds, the inside melt is consumed and the outside melt can be infiltrated continuously. Usually, the reaction and infiltration speeds would increase with the temperature increasing. In this work, with the infiltration temperature increasing from 1200 to 1500 ℃, only little volume shrinkage occurred (Table 1), revealing the similar reaction and infiltration speeds. The abnormal grain growth of Zr3Al3C5 occurred at 1600 ℃, revealing that the reaction speed increased abruptly at this temperature. The infiltration speed just increased as normal, so it can be deduced that the reaction speed would be much faster than infiltration speed at 1600 ℃, and not enough melt continued to be introduced as reaction proceeds, leading to a large volume shrinkage of sample Z1600.
As shown in Fig. 7, for sample Z1200, the flexural strength of sample Z1200 is 62±9 MPa, and the KIC is 2.8±0.2 MPa·m1/2. As the infiltration temperature increases, both the flexural strength and KIC increase, and those of sample Z1500 reach 222±10 MPa and 4.1±0.3 MPa·m1/2, respectively. For sample Z1600, the flexural strength and KIC decrease slightly.

Fig. 7 Flexural strength and KIC of the samples fabricated by Al–Si melt infiltration from 1200 to 1600 ℃.
As shown in Fig. 8(a), some cracks perpendicular to the loading direction can be clearly found in the fracture surface. For conventional brittle ceramics, the fracture surface is very smooth, and only the main crack exists without any minor cracks. In Zr3Al3C5-based samples, the appearance of minor cracks indicates the multiple deflection in the crack propagation process. As shown in Fig. 8(b), the Zr3Al3C5 with elongated shape can be clearly seen, and it can be found the area around Zr3Al3C5 grain is very rough, resulting from the crack deflection around Zr3Al3C5 grain. Usually, the inter-granular and trans-granular grain fracture occurred in ZrC grains, leading to the brittle fracture and very smooth fracture surface. As reported, the KIC of bulk Zr3Al3C5 (4.68 MPa·m1/2) is much higher than that of bulk ZrC (1.65 MPa·m1/2), which can be ascribed to the elongated grain with large aspect ratio [5]. It is like the role of short fibers and β-Si3N4, in which the elongated grains provide a path to consume a lot of energy in the fracture process, leading to a high KIC[20]. So, it can be deduced that the higher Zr3Al3C5 content results in the higher strength and toughness of Zr3Al3C5-based ceramics.

Fig. 8 (a) Cracks in the fracture surface of Zr3Al3C5-based samples and (b) the Zr3Al3C5 grain with an elongated shape.
For sample Z1600, the abnormal growth of Zr3Al3C5 grain led to the high porosity and the large shrinkage after infiltration, and thus the strength and toughness decrease compared with those of sample Z1500. The growth mechanism of abnormal Zr3Al3C5 grain will be further studied in the future work.
4 Conclusions
Zr3Al3C5-based ceramics were synthesized by Al–Si melt infiltration at the temperatures ranging from 1200 to 1600 ℃. Zr3Al3C5 can be formed at 1200 ℃ for Al–Si melt infiltration, whereas it needs a higher temperature for Al melt infiltration, which demonstrates that Si plays a more effective role in reducing the TBE of ZrC than Al. The higher infiltration temperature can promote the increase of Zr3Al3C5 fraction, which is crucial to the improvements in mechanical properties. The bulk Zr3Al3C5-based ceramics fabricated at 1500 ℃ have the maximum flexural strength (222±10 MPa) and KIC (4.1±0.3 MPa·m1/2). With the infiltration temperature increased to 1600 ℃ , the abnormal growth of Zr3Al3C5 grain occurred, leading to the large volume shrinkage and the decrease of mechanical properties.
References
[1] Fahrenholtz WG, Hilmas GE. Ultra-high temperature ceramics: Materials for extreme environments. Scripta Mater 2017, 129: 94–99.
[2] Li F, Huang X, Liu JX, et al. Sol-gel derived porous ultra-high temperature ceramics. J Adv Ceram 2020, 9: 1–16.
[3] Zhou YC, He LF, Lin ZJ, et al. Synthesis and structure-property relationships of a new family of layered carbides in Zr–Al(Si)–C and Hf–Al(Si)–C systems. J Eur Ceram Soc 2013, 33: 2831–2865.
[4] Lin ZJ, Zhuo MJ, He LF, et al. Atomic-scale microstructures of Zr2Al3C4 and Zr3Al3C5 ceramics. Acta Mater 2006, 54: 3843–3851.
[5] He LF, Zhou YC, Bao YW, et al. Synthesis, physical, and mechanical properties of bulk Zr3Al3C5 ceramic. J Am Ceram Soc 2007, 90: 1164–1170.
[6] He LF, Bao YW, Wang JY, et al. Mechanical and thermophysical properties of Zr–Al–Si–C ceramics. J Am Ceram Soc 2009, 92: 445–451.
[7] Zhang RB, Chen GQ, Pei YM, et al. Thermal stability of bulk Zr2Al4C5 ceramic at elevated temperatures. Int J Refract Met Hard Mater 2012, 30: 102–106.
[8] He LF, ZhouYC, Bao YW, et al. Synthesis and oxidation of Zr3Al3C5 powders. Int J Mater Res 2007, 98: 3–9.
[9] He LF, Lin ZJ, Bao YW, et al. Isothermal oxidation of bulk Zrr2Al3C4 at 500 to 1000 ℃ in air. J Mater Res 2008, 23: 359–366.
[10] Gesing TM, Jeitschko W. The crystal structures of Zr3Al3C5, ScAl3C3, and UAl3C3 and their relation to the structures of U2Al3C4 and Al4C3. J Solid State Chem 1998, 140: 396–401.
[11] Greil P. Near net shape manufacturing of ceramics. Mater Chem Phys 1999, 61: 64–68.
[12] Greil P. Biomorphous ceramics from lignocellulosics. J Eur Ceram Soc 2001, 21: 105–118.
[13] Yin XW, Travitzky N, Greil P. Three-dimensional printing of nanolaminated Ti3AlC2 toughened TiAl3–Al2O3 composites. J Am Ceram Soc 2007, 90: 2128–2134.
[14] Nan BW, Yin XW, Zhang LT, et al. Three-dimensional printing of Ti3SiC2-based ceramics. J Am Ceram Soc 2011,94: 969–972.
[15] Wang L, Yin XW, Fan XM, et al. Ti3Si(Al)C2-based ceramics fabricated by reactive melt infiltration with Al70Si30 alloy. J Eur Ceram Soc 2014, 34: 1493–1499.
[16] Fan XM, Yin XW, Wang L, et al. Synthesis of Ti3SiC2-based materials by reactive melt infiltration. Int J Refra Met Hard Mater 2014, 45: 1–7.
[17] Lin ZJ, Zhuo MJ, Zhou YC, et al. Microstructural relationships between compounds in the Ti–Si–C system. Scripta Mater 2006, 55: 445–448.
[18] Yu R, Zhan Q, He LL, et al. Si-induced twinning of TiC and formation of Ti3SiC2 platelets. Acta Mater 2002, 50: 4127–4135.
[19] Yu R, He LL, Ye HQ. Effects of Si and Al on twin boundary energy of TiC. Acta Mater 2003, 51: 2477–2484.
[20] Evans AG. Perspective on the development of high-toughness ceramics. J Am Ceram Soc 1990, 73: 187–206.
Declaration: This article is provided by CERADIR™ users or obtained from Internet, the content does not represent the position of CERADIR™. We are not responsible for the authenticity/accuracy of the article, especially the effects of the products concerned. This article is for study only, it does not constitute any investment or application advice. For reprinting, please contact the original author. If it involves the copyright and/or other issues, please contact us and we will deal with it asap! CERADIR™ has the interpretation of this declaration.