Compared to metals and polymers, additive manufacturing (AM) or 3D printing of ceramics is particularly desirable because traditional ceramic manufacturing methods based on powder consolidation and sintering are costly, while casting and machining
ceramics is nontrivial.
There are several powder-based additive manufacturing processes for ceramics, including stereolithography (SLA), binder jetting, robocasting/direct ink writing (DIW), and laser sintering. In the SLA process, which goes back to as early as 1996,1 a photosensitive resin containing ceramic particles (up to 60 vol%) is selectively cured.1,2 After fabrication of the green body, the binder is removed (debinding process) by heating at about 600°C, followed by sintering at more than 1,500°C to obtain the final ceramic part. Fully
dense ceramics with more than 97% of the theoretical density have been reported after sintering.2
In the binder jetting process, a liquid binder agent is selectively deposited onto ceramic particles.3 In the DIW process, a colloidal composite paste of ceramic particles and binder/rheology modifiers is extruded through a nozzle in 3D.4 In the laser sintering/melting process, the ceramic powder is selectively fused using a laser.5,6
These powder-based processes, which are all performed layer-by-layer, face several challenges. For one, they require a binder removal post-processing step. Removing the binder or resin leaves behind porosity, making the consolidation step (to achieve a dense 3D-printed part) difficult. In addition, most ceramics have low laser absorption, making laser-based additive manufacturing processes challenging. The laser-based processes generate large thermal gradients in 3D-printed parts, which is the driving force for crack formation. Porosity and cracks in 3D-printed ceramics result in low strength.
In contrast to powder-based additive manufacturing processes, polymerderived ceramics (PDCs) offer another approach to 3D printing ceramics. PDCs are a class of ceramics obtained by the pyrolysis of polymer precursors, or preceramic polymers.7,8 PDCs were introduced in the 1960s and can be used to synthesize a range of compounds, including SiC, SiOC, Si3N4, BN, AlN, SiCN, and SiBCN, among others. By having siliconrich and carbon-rich nanosized domains, PDCs are stable against creep, oxidation,
crystallization, or phase separation up to 1,500°C or higher temperatures.7 The introduction of elements such as boron or aluminum into preceramic polymers can further improve properties such as high-temperature stability, creep, and oxidation resistance.9 For these reasons, PDCs often are used for infiltration of ceramic matrix composites and synthesis of ceramic fibers, such as SiC fibers, materials which are used in harsh environment applications.
PDCs lend themselves to additive manufacturing because, in their polymer state, they are suitable for shaping via printing, and the subsequent crosslinking locks in the printed geometry. Preceramic polymers need to be crosslinked/cured to hold their shape before pyrolysis. The thermal cross-linking is often performed at temperatures higher than 120°C. The addition of catalyst often lowers the cross-linking temperature. After cross-linking, a thermoset is formed, which is capable of retaining its shape during pyrolysis. The pyrolysis temperature of PDCs is in the range of 900–1,300°C, which is lower than temperatures typically used in powderbased ceramic sintering (>1,600°C). The polymer-to-ceramic transformation is accompanied by release of volatile species (CH4, H2, CO2, H2O, and hydrocarbons) and results in shrinkage in the
dimensions of the printed parts, which is typical of all preceramic polymers.
However, several manufacturing challenges must be addressed to accomplish economical and effective additive manufacturing of PDCs. These include the challenge of low viscosity preceramic polymer resin, the challenge of material purity (i.e., without additives and rheology modifiers), the challenge of “cold joints” generated in layer-by-layer printing and curing, and the scale-up challenge.
Scaling up challenge: SLA is a high-resolution process; however, it faces scale-up issues because the scale is limited by the projection and optical system. Such scale is suitable for sensors and electronic applications. However, structural and most energy applications require additive manufacturing processes that can be scaled up to centimeters or even meters.
Viscosity challenge: The preceramic polymer resins have low viscosity (10²–10³ cp). Hence, unless cross-linked (cured), they cannot retain their shape for direct extrusion, for example, by robocasting. But once they are crosslinked, they are not extrudable.
Preceramic polymers are available in two forms, either solid powder or polymer solution. The glass transition temperature of the solid powder preceramic polymer is well above room temperature (> 50°C). Thus, filaments made of powder preceramic polymers are rigid and cannot be made into a spool to be fed into the printing head, meaning fused deposition modeling is nontrivial for pure PDCs.
Polymer solutions made of powders melted or dissolved into a solvent can be used instead, but the viscosity of the (pure) solution is too low to hold its shape upon extrusion without any support. In the polymer solution form, so far additive manufacturing of PDCs is only possible by photopolymerization methods (SLA and 2PL),10–12 which make use of a limited range of photosensitive resins, limiting their scalability for many applications.
One approach to overcome the low viscosity of PDCs has been to modify the rheological properties of the resin with additives to enable extrusion through direct ink writing (DIW).13 The rheology modifiers are expected to increase the viscosity and provide shear thinning behavior, with fast viscosity recovery, which are requirements of the DIW process. A common rheology modifier is fumed silica. However, addition of the otherwise undesirable rheology modifiers often compromises the material purity.
Cold joints challenge: “Cold joints” are generated between the previously cured layer and the newly deposited layer in layer-by-layer print-and-cure processes. For ductile materials, these joints may be tolerated. However, because ceramics are brittle (low fracture toughness), the cold joints can act as surface flaws and result in low fracture toughness through stress concentration. Hence, ideal additive manufacturing processes for PDCs should cure at “one-step” to eliminate the cold joint issue.
Thixotropic support bath: Overcoming 3D printing challenges of PDCs
Recently, a rheology modifier-and-photoinitiator free approach to additive manufacturing of PDCs was reported (Figure 1, https://www.youtube.com/watch?v=31OuaffemS4).14 This process leverages a concept from the fluid mechanics and biomedical communities,15,16 namely thixotropic fluids, which can switch between a solid state and a fluid state under shear stress (Figure 1B). Materials such as mayonnaise and shaving cream have this interesting behavior. Ridges and valleys on the mayonnaise surface can be observed under no stress, while mayonnaise easily flows under shearing by a knife. Similarly, a thixotropic bath behaves as a solid and holds its shape even when held upside down (in the absence of shear stress).
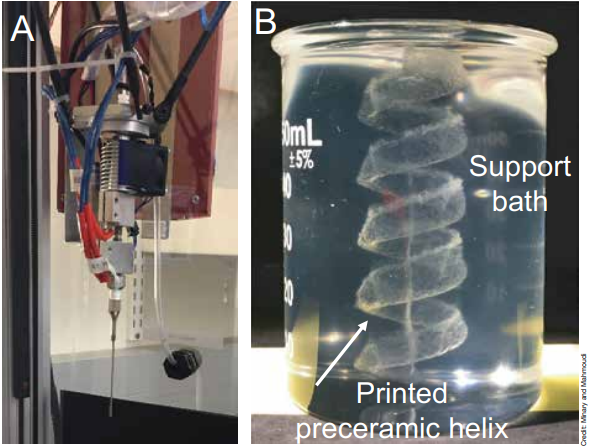
Figure 1. (A) The printhead with a long nozzle used for printing PDCs. (B) A close-up view of a helix printed inside the thixotropic bath.
This class of materials show solidto-fluid transition under shear stress. Thixotropy is defined as “a reversible, inelastic, time dependence of the viscosity or yield stress during and after flow.”17Thixotropic materials can be considered “microstructured” fluids. When a shear stress is applied to a thixotropic material, the internal microstructure “breaks up” and results in transition to fluid (thinning). Once the shear stress is removed, the internal microstructure “builds up,” which results in transition to solid “thickening.” This build-up is attributed to in-flow collisions and the Brownian motion. For example, the bath viscosity can decrease by about five orders of magnitude by increasing the shear rate from 10–2–10+3 per second. (This decrease in viscosity facilitates dispensing of the preceramic polymer into the bath.)
Most synthetic thixotropic materials are a colloidal dispersion of nanoparticles or microparticles in a liquid such as silicone oil, mineral oil, or water. In this work, the support bath was prepared by mixing 5 wt.% fumed silica (∼200−300 nm) in 95 wt.% light mineral oil. The reversible solid-to-fluid transition of a thixotropic material makes it ideal as a sacrificial support for additive manufacturing of PDCs. Consider a nozzle moving in a thixotropic fluid. In this approach, the preceramic polymer is dispensed from the nozzle tip into the bath. In the vicinity of the moving nozzle and under nozzle shear stress, the thixotropic bath fluidizes. Behind the nozzle track, the bath turns to solid and supports the dispensed polymer. When a low viscosity polymer is extruded at the tip of the moving nozzle, the printed geometry is maintained stable once the thixotropic fluid returns to its solid behavior. After printing, the printed part, while still inside the bath, is cured in an oven (>120°C) in “one step” to cross-link the preceramic polymer (Figure 2B). The
cross-linked polymer is retrieved from the bath and converted to ceramic by pyrolysis. Figure 2 shows several of the printed PDC structures. The printed PDC structures are SiOC, although this process can be applied to other types of PDCs.

Figure 2. Several of the printed polymer-derived ceramic structures.
3D printing was performed using a home-built delta-type 3D printer (Figure 1A). The preceramic polymer was dispensed into the bath using a long slender needle (diameter of 0.024 inch) under a back pressure provided by a syringe pump. The printed parts were cross-linked at once inside the same bath at about 160°C for 2 hours. The cross-linked parts were retrieved from the bath, and the pyrolysis was done inside a tube furnace at a temperature of 900°C for 1 hour.
In all PDCs, the release of volatile species results in shrinkage. The linear shrinkage in this work was estimated by direct measurement and found to be approximately 15%. To prevent large distortions, the printed samples should be symmetric and their surfaces should be free of support during pyrolysis to allow for uniform outgassing.
After printing, the PDCs were tested to quantify their mechanical properties. The three-point bending test revealed a strength of 232 ± 69 MPa for the printed beams. Figure 3A shows several 3D-printed ceramic beams as-printed (precrosslinked) inside the bath. A pyrolyzed beam under three-point bending test is shown in Figure 3B. A cross-section SEM image and an optical image of the broken sample under three-point bending test is shown in Figure 3C and D.
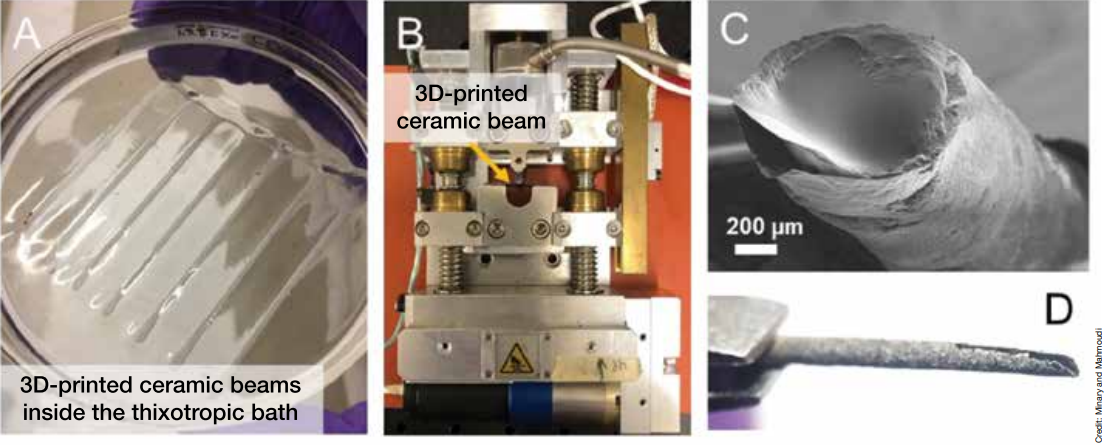
Figure 3. (A) Several 3D-printed ceramic beams inside the bath. The beams are as-printed (pre-crosslinking). (B) A pyrolyzed beam under three-point bending test. (C) A scanning electron microscope image of the cross-section of the beam after three-point bending test. (D) One piece of the broken beam after three-point bending test.
This manufacturing process addresses several of the challenges with 3D printing PDCs. The sacrificial thixotropic bath can support a pure and low viscosity preceramic polymer
solution without any need for rheology modifiers. The “one-step” curing eliminates cold joints because each layer is printed on the uncured resin, thus making it advantageous for mechanical properties after the printing is over. The process can be readily scaled-up to larger print sizes by using gantry CNC machines or industrial robotic arms. This process is low-cost because it does not require specialized printers, and any extrusion-style printer can perform the process. The bath of conventional mineral oil and the widely available fumed silica is low-cost and reusable. Additionally, no material is wasted to print support structures and any offthe-shelf preceramic polymer can be used as-received because no specialized chemistry is required. The process is high-speed because the polymer solution is extruded and no layer-by-layer curing is required; no support material is printed, and hence there is no support material removal. Furthermore, no binder removal step is required. The bath preparation takes only a few hours and can be prepared in large containers for virtually any print size. In addition, the bath is transparent, which enables in situ process monitoring for further developments.
Given the scalability of the process, its ability to use off-the-shelf ceramic precursors, and its compatibility with low-cost extrusion printers, the process is appealing for widespread applications in industry and academia, including high-temperature structural ceramics (such as hypersonic applications), energy storage and conversion devices, and sensors for harsh environments.
Acknowledgement
This work is supported by The Eugene McDermott Professorships at UT Dallas and partially by the U.S. National Science Foundation.
About the authors
Majid Minary and Mohammadreza Mahmoudi are associate professor and Ph.D. student, respectively, in the Department of Mechanical Engineering at the University of Texas at Dallas. Contact Minary at majid.minary@utdallas.edu.
References
1 Griffith, M. L.; Halloran, J. W. “Freeform fabrication of ceramics via stereolithography.” Journal of the American Ceramic Society 1996, 79(10), 2601–2608.
2 Chartier, T.; Chaput, C.; Doreau, F.; Loiseau, M. “Stereolithography of structural complex ceramic parts.” Journal of Materials Science 2002, 37 (15), 3141–3147.
3 Lv, X.; Ye, F.; Cheng, L.; Fan, S.; Liu, Y. “Binder jetting of ceramics: Powders, binders, printing parameters, equipment, and posttreatment.” Ceramics International 2019, 45 (10),
12609–12624.
4 Franchin, G.; Wahl, L.; Colombo, P. “Direct ink writing of ceramic matrix composite structures.” Journal of the American Ceramic Society 2017, 100 (10), 4397–4401.
5 Bertrand, P.; Bayle, F.; Combe, C.; Goeuriot, P.; Smurov, I., Ceramic components manufacturing by selective laser sintering.” Applied Surface Science 2007, 254 (4), 989–992.
6 Shahzad, K.; Deckers, J.; Kruth, J.-P.; Vleugels, J. “Additive manufacturing of alumina parts by indirect selective laser sintering and post processing.” Journal of Materials Processing Technology2013, 213 (9), 1484–1494.
7 Colombo, P.; Mera, G.; Riedel, R.; Sorarù, G. D. “Polymer-derived ceramics: 40 years of research and innovation in advanced ceramics.” Journal of the American Ceramic Society 2010, 93(7), 1805–1837.
8 Schwab, S. T.; Stewart, C. A.; Dudeck, K. W.; Kozmina, S. M.; Katz, J. D.; Bartram, B.; Wuchina, E. J.; Kroenke, W. J.; Courtin, G. “Polymeric precursors to refractory metal borides.” Journal of Materials Science 2004, 39(19), 6051–6055.
9 Wang, Z.-C.; Aldinger, F.; Riedel, R. “Novel silicon-boron-carbon-nitrogen materials thermally stable up to 2200°C.” Journal of the American Ceramic Society 2001, 84 (10), 2179–2183.
10 Zanchetta, E.; Cattaldo, M.; Franchin, G.; Schwentenwein, M.; Homa, J.; Brusatin, G.; Colombo, P. “Stereolithography of SiOC ceramic microcomponents.” Advanced Materials 2016, 28 (2), 370–376.
11 Eckel, Z. C.; Zhou, C.; Martin, J. H.; Jacobsen, A. J.; Carter, W. B.; Schaedler, T. A. “Additive manufacturing of polymer-derived ceramics.”Science 2016, 351 (6268), 58.
12 Brigo, L.; Schmidt, J. E. M.; Gandin, A.; Michieli, N.; Colombo, P.; Brusatin, G. “3D nanofabrication of SiOC ceramic structures.” Advanced Science 2018, 5 (12), 1800937.
13 Franchin, G.; Maden, H. S.; Wahl, L.; Baliello, A.; Pasetto, M.; Colombo, P. “Optimization and characterization of preceramic inks for direct ink writing of ceramic matrix composite structures.” Materials (Basel) 2018, 11 (4), 515.
14 Mahmoudi, M.; Wang, C.; Moreno, S.; Burlison, S. R.; Alatalo, D.; Hassanipour, F.; Smith, S. E.; Naraghi, M.; Minary - Jolandan, M. “Three-dimensional printing of ceramics through ‘carving’ a gel and ‘filling in’ the precursor polymer.” ACS Applied Materials & Interfaces 2020, 12 (28), 31984–31991.
15 Hinton, T. J.; Jallerat, Q.; Palchesko, R. N.; Park, J. H.; Grodzicki, M. S.; Shue, H.-J.; Ramadan, M. H.; Hudson, A. R.; Feinberg, A. W. “Three-dimensional printing of complex biological structures by freeform reversible embedding of suspended hydrogels.” Science Advances2015, 1 (9), e1500758.
16 Bhattacharjee, T.; Zehnder, S. M.; Rowe, K. G.; Jain, S.; Nixon, R. M.; Sawyer, W. G.; Angelini, T. E. “Writing in the granular gel medium.” Science Advances 2015, 1 (8), e1500655.
17 Larson, R. G.; Wei, Y. “A review of thixotropy and its rheological modeling.” Journal of Rheology 2019, 63 (3), 477–501.
Declaration: This article is provided by CERADIR™ users or obtained from Internet, the content does not represent the position of CERADIR™. We are not responsible for the authenticity/accuracy of the article, especially the effects of the products concerned. This article is for study only, it does not constitute any investment or application advice. For reprinting, please contact the original author. If it involves the copyright and/or other issues, please contact us and we will deal with it asap! CERADIR™ has the interpretation of this declaration.