Abstract: The ultrahigh-temperature ceramic (UHTC) Ta4HfC5 is one of the most promising candidate materials suitable for the use in hypersonic aircrafts because of its excellent thermophysical and thermomechanical performance. However, the poor sintering ability is one of the main reasons restricting its potential application. To overcome this obstacle, Si2BC3N ceramic was used to densify the tantalum hafnium carbide solid solution. Thus, dense Ta4HfC5-Si2BC3N ceramics were synthesized by hot-pressing sintering. The resulting composite ceramic was comprised of crystalline Ta4HfC5, SiC and BN(C) phases. A “tadpole-like” shape of SiC and BN(C) connecting phase was formed accompanied by rapid grain growth at 2100°C, increasing the fracture toughness to 3.47 ± 0.12 MPa m1/2. The growth mechanism of the Ta4HfC5 grains gradually changed from grain-boundary sliding by volume diffusion to grain boundary diffusion, attributed to the grain growth activation energy changing from 112.4 to 250.7 ± 29.3 kJ mol−1 with increasing sintering temperature.
Keywords: Ta4HfC5-Si2BC3N ceramic, interface behavior, growth kinetics, mechanical properties
INTRODUCTION
Ta4HfC5 ceramic as one of the ultra-high temperature ceramics (UHTCs) with the highest melting point (3940°C) [1,2] has great application prospects in hypersonic aviation due to its advantages of high strength (359–449 MPa), high hardness (15–36 GPa), high modulus (443–491 GPa) and high chemical stability [3–6]. However, the strong covalent bonds of the tantalum hafnium carbide solid solution cause low self-diffusion coefficients of the composed elements and high activation energy, which makes it difficult to densify [7–9]. In general, to densify UHTCs and to achieve appropriate mechanical properties, one of the common routes is to apply sintering aids or secondary phases, such as transition metal silicides (MoSi2 and TaSi2) [10–12], transition metal borides (TiB2 and ZrB2) [13], SiC [14–16], Si3N4 [17–20], B4C [21–23], C [14,22–24] and transition metals (Ta, Mo, Fe, and Ni) [13,25–27].
SiC as a secondary phase effectively improves the densification and thus the mechanical properties of UHTCs [28–32]. The fracture toughness of TaC densified with 40 vol% α-SiC amounts up to 6.8 MPa m1/2 and the bending strength of HfC-30 vol% α-SiC is up to 396 ± 56 MPa, which means an increase by nearly 20% compared with the transition metal carbide densified without SiC [15,31,32]. It is noteworthy that the addition of SiC eliminated the closed porosity effectively at the final stage of densification and completely dense TaC-20 vol% SiC ceramics are obtained, while TaC-40 vol% SiC ceramics have the highest flexural strength of 703 MPa and fracture toughness of 6.8 MPa m1/2, respectively [15].
Besides, it is well known that covalently bonded UHTCs suffer from their brittle fracture behavior. It has been shown that the addition of layered hexagonal BN improves the fracture toughness of ceramic matrices [28,33]. Liu et al. [28] found that the fracture toughness of ZrB2-SiC ceramics increased from 3.2 ± 0.1 to 5.2 ± 0.2 MPa m1/2 with the increase of BN content from 0 to 20 vol%. At the same time, the addition of BN improves the thermal shock resistance, and the residual strength after thermal shock is more than 450 MPa. In addition, Liao et al. [33] prepared ZrB2-SiBCN ceramics where the in-situ crystallization of amorphous SiBCN to form SiC and BN phases hinders the growth of the matrix grains. The final particle size reduction together with the in-situ development of layered BN phase leads to a highly curved crack growth path. Compared with ZrB2-SiC, the ZrB2-SiBCN ceramics have a higher fracture toughness (8.21 MPa m1/2). Moreover, in-situ grown BN and graphite from SiBCN contribute to high thermal shock resistance with a residual strength of 113.2 MPa at a temperature difference of 1000°C.
In addition to the intrinsic characteristic of additives, secondary phases or sintering aids can react with the matrix material and generate new phases, which further impact the materials properties. For example, SiC reacts with oxidic impurities such as Ta2O5 present in TaC to generate TaSi2, which in turn improves the sintering ability of the TaC-SiC system [20]. Meanwhile, SiO2 impurities carried by SiC can also react with other oxide-based impurities to form low eutectic mixtures to enhance liquid phase sintering ability [32,34]. In addition, the composition and morphology of the interface and/or interphase (grain boundary) are strongly affected by the presence of sintering aids and secondary phases. Thus, it is important to analyze the influence of additives on the microstructural development and its consequences on the thermomechanical behavior of the UHTCs [28,32,35–37].
In order to improve the sintering and mechanical properties of Ta4HfC5 ceramics simultaneously, we selected amorphous mechanically alloyed Si2BC3N as the secondary phase to synthesize dense Ta4HfC5-5 wt% Si2BC3N ceramic composites [38]. The effects of sintering temperature on the microstructure, interface/interphase composition and structure, mechanical properties and crystal growth behavior of the resulting multiphase ceramics are analyzed and discussed.
EXPERIMENTAL SECTION
Materials
Silicon (c-Si), boron nitride (h-BN), graphite and Ta4HfC5 powders were used as raw materials. The particle size, purity, impurities and manufacturers of each raw material powder are shown in Table 1.
Table 1 Specifications of the starting materials used in this work
Preparation of mixed powders
Amorphous Si2BC3N powder was obtained by high-energy ball milling (P4, Fritsch GmbH, German) with the composition ratio of Si:B:C:N = 2:1:3:1. The specific milling process was already described in our previous work [38,39]. The total mass ratio of the grinding ball to the powder was 20:1 with high rotational speeds (main disk and planet disk were set at 350 and 600 r min−1, respectively), and the effective ball milling time was 20 h. The powders were mixed, stored, and transported under high-purity Ar.
In the present work, Ta4HfC5 powder containing 5 wt% Si2BC3N was milled in a polyethylene mixing tank, using ethanol and Si3N4 balls as the mixing medium. After that, the slurries were dried by a rotary evaporator, and then ground and sieved through a 200-mesh screen.
Hot-pressing sintering and characterization
The milled Ta4HfC5-5 wt% Si2BC3N powder was filled in a high-strength graphite mold with a diameter of 20 mm and then sintered in an AVS hot-pressing sintering furnace. Hot-pressing was conducted at 1800–2100°C and 40 MPa pressure for 1 or 4 h in Ar atmosphere. The abbreviation used to identify specimens includes the sample composition, sintering temperature and time. For example, the Ta4HfC5-5 wt% Si2BC3N specimen sintered at 2100°C for 1 h was labeled as THC-5/21/1.
After being cut and ground, the samples were polished with 3.5-μm metallographic sandpaper. The as-sintered THC-5 ceramics were analyzed by X-ray diffraction (XRD, X’PERT), scanning electron microscopy (SEM, SU 5000, HITACHI) equipped with energy dispersive spectroscopy (EDS), transmission electron microscopy (TEM, Talos F200X) equipped with EDS to study the phase composition and microstructure. The average grain size was obtained by measuring over 300 grains via the linear intercept method from SEM micrographs.
The bulk densities were determined by the Archimedes drainage method using deionized water as the liquid medium. Vickers hardness (HV) and fracture toughness (KIC) were determined using Vickers indentation (HVS-30 Hardness Tester, Shangcai Testing Machine Co., Ltd., Shanghai, China) under the load of 10 kg and a dwell time of 15 s. All values of HV and KIC were averaged out of ten measurements. The fracture toughness of the THC-5 ceramics was measured by the following Equation (1) [40,41]:
KIC = 0.203HVa1/2(c/a)3/2 , (1)
where HV is the Vickers hardness, and 2a is the length of the impression diagonal, and 2c is the overall indentation crack length including 2a.
RESULTS AND DISCUSSION
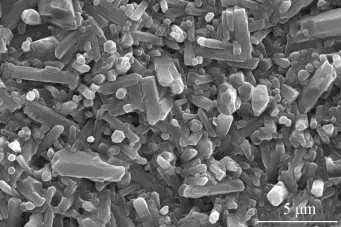
Effects of temperature on the morphology of THC-5 ceramics Based on the XRD patterns (Fig. 1a), the developed microstructure of the Ta4HfC5-Si2BC3N ceramics sintered at 1800–2100°C is composed of crystalline Ta4HfC5, SiC and BN(C). The individual grain sizes are listed in Table S1. With the increase of sintering temperature from 1800 to 2100°C, the average grain sizes of Ta4HfC5, SiC and BN(C) increase by about 3.13, 1.46, and 1.23 μm, respectively. The intuitive changes of the grain size are listed in Fig. 1b, and the Ta4HfC5 phase has the largest grain size compared with SiC and BN(C) at the same sintering temperature.
In addition to grain size, the sintering temperature also has a great influence on the morphology of the grains as seen in Fig. 1c, d. When sintered at 1800°C, two distinct phases and some small pores are seen in the backscattered electrons (BSE) images. The black equiaxed regions represent the mixture of SiC and BN(C), which are surrounded by a grayish-white Ta4HfC5 phase. When sintered at 1900°C, most of the SiC phase remains in an equiaxed state, and a “plate-like” BN(C) phase forms at the flat boundaries of the Ta4HfC5 grains when sintered at 2000°C. After sintering at 2100°C, most of the polygonally SiC grains distribute at the triple junctions of the Ta4HfC5 grains and the pores are completely eliminated. Meanwhile, there are many “tadpole-like” connecting regions of SiC and BN(C) phases formed during grain growth. In other words, with the increase of the sintering temperature, part of the SiC grains grow up and turn into polygons to adapt to the adjacent grain boundary of the Ta4HfC5 grains, while most of the SiC particles are surrounded by an unshaped BN(C) phase. After that, BN(C) gradually become “plate-like” phases and then form a “tadpole-like” connecting phase with adjacent SiC particles, where the latter is the head and the former is the tail. In addition, the SiC grains encapsulated within the Ta4HfC5 grains are mostly smaller in size, which are conducive to the improvement of the composite properties [42,43].
The schematic diagram in Fig. 1e represents the change microstructure with sintering temperature. The powder is a mixture of Ta4HfC5 and agglomerated amorphous Si2BC3N before hot-pressing, and then axial pressure leads to close contacts between the powder particles; when the temperature is raised up to 1400°C, amorphous Si2BC3N crystallizes into SiC firstly followed by BN(C). Both phases are still in an agglomerated state and difficult to be distinguished. When sintered at 1900°C, Ta4HfC5 particles with smaller curvature radius gradually disappear, and those with larger curvature radius grow up, resulting in grain boundary flattening, while there are still a small number of closed pores inside the Ta4HfC5 grains; when sintered at 2100°C, an obvious “tadpole like” SiC-BN(C) connecting phase forms and partial BN(C) larger plates distribute at the Ta4HfC5 grain boundary.

Figure 1 (a) XRD patterns of THC-5 ceramics sintered at 1800–2100°C; (b) average grain size changing with sintering temperature; (c) SEM images of THC-5/18/1, THC-5/19/1, THC-5/20/1 and THC-5/21/1; (d) EDS patterns of THC-5/21 BSE images; (e) schematic diagram of grain growth.
Interface structure of Ta4HfC5-Si2BC3N complex ceramics
Amorphous Si2BC3N crystallizes to form SiC at about 1400°C, while BN(C) crystallizes at around 1600°C [44,45]. Considering the distribution and crystallization process of the Si2BC3N phase, SiC/SiC and BN(C)/BN(C) interfaces are not discussed in this study. Therefore, this part focuses on Ta4HfC5/Ta4HfC5, Ta4HfC5/BN(C), Ta4HfC5/SiC and SiC/BN(C) interfaces in the THC-5 ceramics.
The high angle annular dark field (HAADF) and EDS images of the THC-5/20/1 ceramic are shown in Fig. 2a. The black area marked by blue dotted line is the BN(C) phase and the black area surrounded by a red dotted line represents the SiC phase. Both phases are separated by light-gray Ta4HfC5 grains with different grain orientation. Obviously, there is neither an atomic aggregation nor a transition phase located at the Ta4HfC5/Ta4HfC5 interface. Two interfaces of Ta4HfC5/Ta4HfC5 are found, including flat interfaces with lower interface energy and curved interfaces with higher interface energy. It is found that part of the BN(C) phase transformed to lamellar BN and C at high temperature, because BN(C) is in a metastable state (surface scanning energy spectrum in Fig. 2a) [44]. SiC, BN(C) and Ta4HfC5 phases are distinguished in the THC-5/21/1 ceramics by TEM and EDS, where bright Ta4HfC5 grains and dark SiC grains are seperated by “plate-like” BN(C) phase (marked by green dotted line) (Fig. 2b). There is not only a flat interface, but also an arc one between Ta4HfC5 and BN(C) grains, mainly resulting from the contact with hard particles, which is also applicable to the Ta4HfC5/SiC interface. The morphology of the Ta4HfC5/SiC interface sintered at 2000°C is shown in Fig. 2c–j. Fig. 2c is the magnified bright field image of the yellow rectangle area in Fig. 1c. The Ta4HfC5/SiC interface is composed of stepped planes connected by several small planes (Fig. 2e). The selected area electron diffraction (SAED) images of area 1 and 2 are identical, and the latter has been chosen to study the interface behavior. It can be seen from the Fourier transformation image (FFT) (Fig. 2h) that the SiC and the Ta4HfC5 grain reveal an orientation relationship in a way, that (200)Ta4HfC5 is parallel to (112)SiC, and (111)Ta4HfC5 is parallel to (016)SiC, and [011]Ta4HfC5 is parallel to [461]SiC. The parallel relationships of the crystal planes can also be clearly observed from the HRTEM image (Fig. 2g). In addition, the lattice mismatch of the two parallel crystal planes is about 0.33 and the interface is non-coherent.

Figure 2 (a) HAADF and EDS images of THC-5/20/1 ceramic; (b) STEM and EDS images of THC-5/21/1 ceramic; (c) bright field image of the yellow frame area in (a); (d) SAED image of Ta4HfC5 crystal; (e) HRTEM and (f) SAED images of area 1 in (c) ; (g) HRTEM and (h) FFT images of area 1 in (c); FFT images of (i) SiC and (j) Ta4HfC5 grains at the interface.
SAED and high-resolution TEM (HRTEM) patterns are used to further analyze the interface structure. For THC-5/18/1 ceramic (Fig. 3a–f), area 3 is the interface of SiC/Ta4HfC5 where the dark grain belongs to the SiC phase and the bright grain is the Ta4HfC5 phase (Fig. 3a). The interface of SiC/Ta4HfC5 seen in the HRTEM image in (Fig. 3b) is blurred, which is approximately a straight line and there is an obvious atomic mismatch region. From the SAED results of the interface (Fig. 3d–f), there are two sets of spots, where the zone axis are [011]Ta4HfC5 and [001] SiC. An included angle of about 12.74° is formed between (120)SiC and (022)Ta4HfC5 crystal plane. Analyses of the Ta4HfC5/SiC interface in area 4 show that (111)Ta4HfC5 and (111)SiC form an included angle of about 14.12° (Fig. 3i), and the two crystal planes are nearly parallel (Fig. 3l). On the SiC side of the interface, dislocations of the SiC crystal plane can be seen. The closer to the intersection, the more dislocations are found. The gradual disappearance of semi-crystalline planes within the SiC grain leads to the formation of small angle grain boundaries in the direction near to the Ta4HfC5 grain, which adjusts the grain boundaries of the two grains. After sintering at 1800°C, amorphous regions with disordered atoms are still found for SiC (surrounded by yellow dotted lines in Fig. 3k). In addition, it can be seen from the HRTEM image that the BN(C) phase has a clear straight interface with the Ta4HfC5 grain with no transition phase present (Fig. 3j). Therefore, Ta4HfC5/BN(C) interface belongs to low activity interface. Extending the sintering time to 4 h, the morphology of THC-5/18/4 ceramic is shown in Fig. S1a–m. The black phases are SiC and BN(C), and brightwhite phases are Ta4HfC5 in Fig. S1a. Region 6 is the interface of Ta4HfC5/SiC, where the (111)Ta4HfC5 is nearly parallel to the (111)SiC with an angle of about 24.58°. The mismatch degree of the corresponding crystal plane is only 0.002, forming a completely coherent interface and increasing the interface bonding strength simultaneously. As shown in Fig. S1g, the intersection of crystal planes is a non-straight interface. There is another region of THC-5/18/4 ceramics in Fig. S1i–l where gray-white phase and gray-black phase are SiC phase and Ta4HfC5 phase, respectively. The size of the nano-SiC grain is about 10 nm which is surrounded by continuous and nearly banded phases with smaller crystallinity (Fig. S1m7). The width of banded phases is roughly 1 nm and there are also many defect regions with atoms arranged in lower order. The amorphous feature with a small proportion in the overall phase is shown in Fig. S1m3. Therefore, SiC grains whose inner nano phases have multiple orientations are actually a mixed phase with nano α-SiC and β-SiC, which can also be proved by the different crystal plane spacing in Fig. S1m1, m2 and m4–m6. Therefore, the Ta4HfC5/SiC interface in region 7 is actually formed by Ta4HfC5 grain and a number of SiC nano grains with different orientations. It can be seen from the HRTEM pattern that the crystal planes of the two phases intersect here (Fig. S1g). Due to the differences in their orientations and the crystal spacing, the crystal planes kink and form defects, which causes a very narrow active atomic mismatch zone at the interface.

Figure 3 (a) HAADF image; (b) HRTEM image of area 3; (c) HRTEM image of Ta4HfC5 grain in area 3; (d–f) SAED spots of Ta4HfC5 grain, Ta4HfC5/SiC interface and SiC grain in area 3, respectively; (g) STEM image; (h) SAED spots of Ta4HfC5 grain in area 4; (i) FFT image of interface at area 4; (j) HRTEM image of area 5; (k) HRTEM images of Ta4HfC5 grain and SiC grain; (l) HRTEM image of the interface in area 4.
Thus, for the THC-5/18 ceramics, the Si2BC3N phase does not fully crystallize, while some amorphous regions and nanocrystals still exist, even if the sintering time is extended to 4 h. Prolongation of the holding time cannot promote the crystallization of the Si2BC3N phase, while the sintering temperature has the greatest impact on the grain morphology and grain boundary structure. In addition, Ta4HfC5/SiC interfaces have many types of orientation relationships which determine the bonding strength of the interface at this position.
Fig. 4a, d are bright field images of different areas in THC-5/21/1 ceramic, where the dark phase is the Ta4HfC5 grain and the phase with light-grey contrast is assigned to SiC and BN(C) grains. The SiC and Ta4HfC5 grains at region 8 have an orientation relationship, so that (111)SiC is parallel to (200)Ta4HfC5 with an angle of 10.26°, and [011]SiC is parallel to [001]Ta4HfC5 as seen in Fig. 4b, c. Crystal plane turning happens clearly at the interface, resulting in an atomic mismatch region and dislocation, which is marked by the white dotted line in the magnified HRTEM image in Fig. 4b. In Fig. 4d, SiC and BN(C) grains show a “tadpole-like” characteristic, and area 9 is the interface of Ta4HfC5/BN(C) (Fig. 4e). It can be seen from the enlarged area 10 shown in (Fig. 4h), that the BN(C) and Ta4HfC5 grains have a clear interface with no transition phase or atomic mismatch region. The orientation relationship of [010]BN(C) ||[110]Ta4HfC5 and (002)BN(C) ||(111)Ta4HfC5 between BN(C) and Ta4HfC5 can be seen from the SAED spectrums at the interface (Fig. 4g). In addition, the crystal spacing of (002)BN(C) is 3.363 Å in the flat area, while it has a larger one in the area with dislocation and crystal plane kink, indicating that the addition of C atomic layers causes lattice distortion and volume expansion.

Figure 4 TEM images of THC-5/21/1 ceramic; (a, d) bright field images; (b, e) HRTEM images of areas 8 and 9, respectively; (c, f and g) SAED spots at the interface of area 8, BN(C) phase and area 9; (h) enlarged high-resolution image of area 10.
The detailed HRTEM images of the SiC/BN(C) interface are shown in Fig. S2. For the THC-5/18/1 ceramic, BN(C) is not fully crystallized and grain boundaries can be seen at the SiC/BN(C) interface. The (002)BN(C) crystal plane ends inside the SiC grain, and there is no interface transition zone (Fig. S2c, d). Area 3 in Fig. S2e corresponds to the deflection of (002)BN(C) at the edge of SiC. The corresponding enlarged HRTEM image (Fig. S2f) shows significant deflection of the crystal plane, and the FFT image displays polycrystalline diffraction ring characteristics. For the THC-5/21/1 ceramic (Fig. S2h–k), layered BN(C) formed with significantly increase of length and thickness. The growth of the grains is mainly achieved by thickening along the normal direction of the (002) crystal plane and expanding parallel to the crystal plane, while the latter plays a major role in the growth of BN(C). As shown in Fig. S2i, k, the BN(C)/SiC interface is clearly without a transition zone. It has been reported that amorphous Si2BC3N ceramics crystallize into SiC and BN(C) when heated above 1400°C, but the crystallinity of SiC and BN(C) remains poor at low temperatures below 1600°C [38,39,44,45]. As the sintering temperature increases, the grain size gradually grows as well as the crystallinity, and BN(C) forms a capsule-like structure with SiC, but the grains stop growing when SiC and BN(C) grains get into contact. On the one hand, turbostratic layered BN(C) hinders the diffusion of Si and C atoms seriously, on the other hand, the lattice parameters of BN(C) and SiC are different from each other, making it difficult to form a coherent interface. Therefore, SiC/BN(C) is likely to form a weak binding interface.
Furthermore, the interface composition and structure have significant impacts on the grain growth. Grain growth is caused by atomic diffusion between grains in contact with each other. Contact grains can effectively reduce the atomic diffusion distance, but higher energy is required to promote atomic diffusion because of the different orientations between grains at the interface. When sintered at low temperature (1800–1900°C), the growth of the Ta4HfC5 grain is limited because of insufficient energy required to satisfy atomic diffusion. A higher sintering temperature provides a larger driving force for atomic diffusion, resulting in significant grain growth at 2000–2100°C. Of course, the difference of the grain growth at different temperatures also corresponds to different grain growth kinetics. Moreover, the formation of coherent or semi-coherent grain boundaries will affect the propagation path during crack growth and thus significantly influence the mechanical properties of the material.
Mechanical property and indentation crack growth
THC-5 multiphase ceramics sintered at different temperatures exhibit different microstructure, grain size, and relative density (Figs 1 and 5), which has great effects on the mechanical properties, including Vickers hardness and fracture toughness, as seen in Fig. 5a. The relative density of the THC-5/18/1 ceramic amounts 98.69%, while that of the THC-5/19/1–THC-5/21/1 ceramics are fully densified. This finding in turn means that the densification temperature is higher than 1900°C. When sintered at 1800–1900°C, the hardness of the THC-5 samples increases from 15.84 ± 1.04 to 18.55 ± 0.59 GPa. However, the hardness of THC-5 sintered at 1900–2100°C remains basically stable, which also proves that its sintering temperature is above 1900°C. The fracture toughness of THC-5 increases gradually with increasing sintering temperature and reaches 3.5 MPa m1/2 for the sample densified at 2100°C. However, the fracture toughness of the THC-5/20/1 ceramic is decreased and shows a value of 2.81 ± 0.11 MPa m1/2. Fracture toughness is greatly related to the microstructure, such as grain size, grain morphology and porosity. It can also be seen from the fracture morphology that the THC-5/18/1 sample has a mixed fracture mode of intergranular fracture as well as a small amount of transgranular fracture as disclosed in Fig. 5b. The more grains that deflect cracks per unit length, the more energy consumption is required for crack propagation, so the fine grains can improve fracture toughness. However, due to the presence of fine grains, the energy consumed by crack deflection is limited, which only has a restricted toughening effect in multiphase ceramics. In addition, there are closed pores located at the Ta4HfC5 grain boundaries in THC-5/18/1. When the crack extends at room temperature, the pores can be used as a channel for rapid crack growth, which influences the fracture toughness. For THC-5/19/1–THC-5/21/1 dense ceramics, the effect of porosity on the fracture toughness need not to be considered. When sintered at 1900°C, the fracture mode of the ceramic is still a mixed mode, similar to that of the THC-5/18/1 ceramic (Fig. 5b). However, the disappearance of pores promotes the improvement of its fracture toughness slightly. When sintered at 2000°C, the Ta4HfC5 grains grow significantly, which increases the tendency of brittle fracture behavior based on the Griffith criterium [46], but there are also some small Ta4HfC5 particles in the composite ceramic which are separated by SiC and BN(C). When sintered at 2100°C, Ta4HfC5 grains grow apparently and small Ta4HfC5 particles disappear with the growth of SiC and BN(C) grains (Fig. 5b). The Ta4HfC5 grains grow to form a hexagon shape. In particular, the BN(C) grains distributed between two Ta4HfC5 grains have a significant growth both in length (along the Ta4HfC5 grain boundary) and thickness (perpendicular to the interface). In THC-5/21/1 ceramic, BN(C) crystallizes more completely, forming a “plate-like” morphology (Fig. 1c). BN(C) grains distributed at the grain boundary hinder the diffusion of atoms and the growth of Ta4HfC5 grains. In addition, pulling out and bridging mechanisms related to the presence of BN(C) multilayer plates consume more energy, which hinders crack propagation and increases the fracture toughness of the THC-5 ceramic.
The Vickers indentation morphology and crack propagation path of THC-5 are shown in Fig. 5c. The crack path of THC-5/18/1 and THC-5/19/1 is approximately a straight line, corresponding to a transgranular cracking with low crack propagation resistance. In addition, intergranular failure characteristics start to be identified in THC-5/19/1 due to the presence of Si2BC3N aligned with Ta4HfC5 grains. However, due to the small grain size and limited Si2BC3N content, the crack deflection distance is also short. For the THC-5/20/1 sample, the fracture modes between Ta4HfC5 grains are both of intergranular and transgranular failure accompanied by grain growth. Although the bigger grain size increases the crack propagation path for intergranular failure per unit length, the transgranular failure will reduce the resistance of crack propagation because of a longer path for transgranular failure in case of bigger grains. Based on the Hall-Petch equation, the change of fracture toughness is approximately inversely proportional to the grain size, so the fracture toughness of THC-5/20/1 is poor due to big grains. Crack deflection is obvious in THC-5/21/1 increasing the crack propagation path. Further detailed analysis of the THC-5/21/1 crack growth path is shown in Fig. 5c. Intergranular fracture mainly occurs at the position where the Ta4HfC5 particles are in contact with SiC particles, as marked in the red dotted box in Fig. 5c. The grain boundaries between Ta4HfC5 and SiC grains obviously show weak bonding interfaces. As indicated by the regions marked in orange dotted line in Fig. 5c, fracture happens along the {002} crystal plane for the BN(C) phase, and the interlayer bonding of BN(C) phase also belongs to weak bonding interface. The green dotted line frames represent pulling out and bridging of laminates of BN(C), which is advantageous to increase the toughness of THC-5/21/1. As marked by the blue dotted area, small Ta4HfC5 grains between larger ones and Si2BC3N particles will be pulled out and fall off when the crack passes through the small Ta4HfC5 grains, indicating again a weak bonding interface between Ta4HfC5 and Si2BC3N particles. In addition, the thermal stress caused by the difference of the thermal expansion coefficient between Si2BC3N and Ta4HfC5 also generates residual compressive stress in the matrix further promoting the toughness [33].

Figure 5 (a) Histogram of mechanical properties and density of THC-5 series ceramics; (b) SEM images of fracture morphology of THC-5 series ceramics; (c) SEM images of indentation morphology and crack propagation path of THC-5 series ceramics.
Grain growth behavior
The growth of Ta4HfC5, SiC and BN(C) grains is analyzed by the change of grain size with temperature (Fig. 1b). Without considering the effect of vacancies within grains, the relationship between growth activation energy and temperature is expressed by Equation (2) [47–49],
D = D0exp(-Q / (RT)), (2)
where Q is the growth activation energy; D is the grain size; D0 is a constant independent of sintering temperature; T is the sintering temperature; R is the ideal gas constant. After taking logarithms on both sides of the equal sign of Equation (2) and fitting the relationship between lnD and T−1, the results are shown in Fig. 6. Based on the R² value, SiC phases have a fixed growth kinetics when sintered at 1800–2100°C, while that of Ta4HfC5 and BN(C) phase changes at 1900 and 2000°C, respectively. By calculating the slope between lnD and T−1, Ta4HfC5 grains show a small growth activation energy of 112 kJ mol−1 between 1800 and 1900°C and a higher growth activation energy of 250.7 ± 29.3 kJ mol−1 between 1900 and 2100°C. The values correspond to that of TaC with about 97.3 ± 10.2 kJ mol−1 at 1600–1900°C and 232.7 ± 19.6 kJ mol−1 at 1900–2300°C reported by Nisar et al. [47]. The growth activation energy of SiC is 264.6 ± 25.6 kJ mol−1 at 1800–2100°C, while BN(C) has a smaller growth activation energy of 168.5 ± 14.3 kJ mol−1 below 2000°C and a larger growth activation energy of 515.3 kJ mol−1 at 2000–2100°C (Table 2). Mechanisms that require less energy, such as volume diffusion and grain boundary diffusion, are typically active at lower temperatures, while lattice diffusion which requires more energy is generally active at higher temperatures. It is reported that the densification mechanism of TaC at high temperature is mainly grain boundary diffusion [47,50], and this process still has low activation energy.

Figure 6 Relation curve of lnD and T−1.
Table 2 Activation energy of growth of different phases in THC-5 multiphase ceramics at different temperatures
The grains of all three phases grow normally, showing a trend of increasing activation energy with temperature. In addition, the microstructure plays an important role in determining the main diffusion mechanism, which can be defined as one of the reasons for different diffusion mechanisms found for BN(C).
CONCLUSIONS
The sintering temperature has great effects on the microstructure, interface/interphase or grain boundary structure, mechanical properties and growth kinetics of Ta4HfC5-Si2BC3N ceramics prepared by hot-pressing sintering at 1800–2100°C.
(1) Ta4HfC5-Si2BC3N ceramics are composed of Ta4HfC5, SiC and BN(C) phase when sintered at 1800–2100°C. As the temperature increases, the grain size of Ta4HfC5 particles significantly increases by about 2.69 μm, and that of BN(C) phase shows the smallest change, increasing by 1.23 μm. The largest change of grain size occurs at 2000–2100°C.
(2) After hot-pressing sintering, a “tadpole-like” type connecting phase created by SiC and BN(C) improves the fracture toughness due to pulling out and bridging mechanisms due to the formed “plate-like” BN(C) phase, and the maximum fracture toughness of THC-5/21/1 reaches 3.47 ± 0.12 MPa m1/2.
(3) When sintered at 1800–2100°C, the interface between SiC and Ta4HfC5 grains exhibits step-like growth characteristics with different lattice distortion and orientation relationships, causing different bonding strengths at the interface. A clear and straight interface is produced between BN(C) and Ta4HfC5 grains, and there is no obvious lattice distortion zone at the interface.
(4) The growth of SiC grains has a fixed growth activation energy of 264.6 ± 25.6 kJ mol−1 in the range of 1800–2100°C. For Ta4HfC5, the growth activation energy changes from 112.4 kJ mol−1 at 1800–1900°C to 250.7 ± 29.3 kJ mol−1 at 1900–2100°C with the change of growth dynamics. For BN(C), the growth activation energy changes from 168.5 ± 14.3 to 515.3 kJ mol−1 at sintering temperatures below and above 2000°C.
References: Omitted
Declaration: This article is provided by CERADIR™ users or obtained from Internet, the content does not represent the position of CERADIR™. We are not responsible for the authenticity/accuracy of the article, especially the effects of the products concerned. This article is for study only, it does not constitute any investment or application advice. For reprinting, please contact the original author. If it involves the copyright and/or other issues, please contact us and we will deal with it asap! CERADIR™ has the interpretation of this declaration.