高性能轴承产品是高端数控精密机床、高铁、航空发动机等重大装备的关键性基础零部件。我国在《国家中长期科学和技术发展规划纲要》列出的16个重大专项中,飞机、机床等重大装备的核心技术问题之一就是轴承,其对装备制造业的发展起着举足轻重的作用。球轴承作为滚动轴承的一种,在轴承运用中十分普遍,其中球(滚珠)又是球轴承的核心,高性能轴承零部件的精度、综合力学性能及寿命等指标的50~60%直接取决于球的质量。

影响球体质量的因素较多,球体的材料性能和表面质量是影响球轴承性能及设备使用寿命的重要因素。例如以氮化硅为代表的新一代陶瓷材料优势特点突出,是特殊环境下工作的轴承滚珠(球)的首选材料。较之钢球,氮化硅陶瓷球具有高速运转时离心力小,抗疲劳破坏能力强,且刚度高,热膨胀系数低,具有耐腐蚀、无磁性、绝缘、自润滑等特点,而且其设计灵活性更大,在重载、高速和润滑不良的条件下,氮化硅陶瓷球的温升远低于钢球温升。
高质量氮化硅陶瓷球由于加工难度大,表面完整性和批量加工均匀性差,易产生加工表面缺陷等原因影响陶瓷球轴承的使用寿命和可靠性,使得其生产成本是普通钢球的几十倍甚至上百倍。研究发现,轴承中陶瓷球失效会因为球体的加工缺陷,如加工表面的划擦痕、凹坑和微裂纹等缺陷,导致陶瓷球在使用过程中受外力作用发生断裂,严重影响陶瓷球轴承的可靠性和寿命。因此,陶瓷球的抛光加工技术成效非常影响最终轴承产品的使用质量。
球体研磨抛光加工技术的进程举例:
目前陶瓷球的机械研磨抛光方法大致有两类:一类是杯状研具加工方法,根据所用研具的数目不同可分为单轴、两轴和四轴3种,其特点是可实现球体自转角的不断变化,加工精度虽高,能得到较高的加工精度,但是一次只能对一颗球进行研磨,加工效率低,多用于生产标准球和定位系统中的高精度球体。
另一类是磨盘加工方法,这是目前生产陶瓷球的主要方法,一次可以加工数以千计的球,效率高,但精度较低,磨盘加工方法可以分形单点驱动的传统V形槽研磨抛光方式和多点驱动的自转角主动控制方式两大类。传统V型槽研磨抛光方式又演化成双V形槽、类双V形槽、偏心V形槽和锥形盘研磨抛光方式;自转角主动控制方式又演化成双转盘式、平面式、螺旋状分离式V形槽和变曲率沟槽等研磨抛光方式。
而抛光方法上除了机械抛光外,近年来还出现了磁流体抛光(Magnetic Float Polishing, MFP)化学机械抛光(Chemical Mechanical Polishing, CMP)和超声波辅助抛光(Ultrasonic Vibration Assisted Polishing, UVP)等超精密加工陶瓷球的新技术,采用这些新的“柔性”加工技术可以实现对陶瓷球表面材料的微细切削,使余量得以塑性断裂的方式去除,从而获得超光滑无损伤表面。
下面仅介绍部分高精密球体研磨方式:
①传统V形槽研磨抛光:
此法的抛光原理如图(a)所示,加工时,球坯表面形成的轨迹线是3个研磨切削点在球面上形成的3个同轴环带,如图(b)所示,加工过程中,球坯的自转角θ几乎是恒定值,因为球坯的公转轴与自转轴的夹角变化很小,3个同轴环带以非常缓慢的速度展开,不利于球体均匀快速地研磨加工。通过让球体循环进出研磨盘沟槽和球坯打滑、胶东现象,随机改变各球的自转角θ,以致球面上各点的切削概率不相等,难以获得球体精度的高一致性,批次合格率通常只有30%左右,限制了加工精度和加工效率。
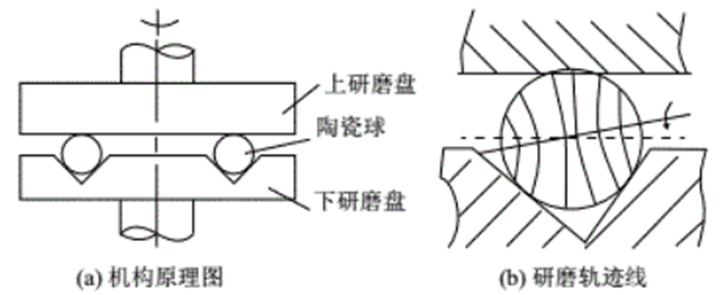
传统V形槽研磨抛光方式机构原理图
传统V形槽精加工方法主要采用金刚石磨料作为抛光介质,载荷大约为10N/球,抛光时间长,一批陶瓷球的加工周期需要12~15个星期,昂贵的金刚石磨料和漫长的加工周期使制造成本高居不下,另外,在较高载荷作用下,高硬度的金刚石磨料会在陶瓷球表面造成刮伤、凹坑和微裂纹等表面损伤,这些表面算上经外部载荷的作用下,会进一步扩展形成较大的脆性裂缝,从而导致轴承滚珠的突然失效。
②化学机械抛光:
此法目前已被应用在部分工程陶瓷、功能陶瓷和金属材料的超精密加工、抛光时,悬浮于液态介质中的纳米级软质磨粒,在与工件的接触点上因摩擦而产生高温高压,并在极短的时间内发生化学反应,生产比工件材料软、更易去除的新物质。由工件与后续磨料及抛光盘之间的机械摩擦作用去除,最终达到抛光后的成品。
③集群磁流变抛光:
为实现高精度陶瓷球的高效率加工,广东工业大学闫秋生团队提出了集群流变抛光陶瓷球的新工艺,将多个小磁性体有规则地排列在非磁性体质的上下抛光盘的背部,当向抛光盘里面注入磁流变抛光液时,会在磁极上方形成集群流变效应抛光垫,用上下抛光盘表面所形成的集群磁流变效应抛光垫包覆陶瓷球并对其进行抛光。此法优势在于将刚性接触变为柔性接触,大大减少了研磨冲击及发热产生的次生变形。同时经过团队实验表明,这是一种有效针对陶瓷球表面的超精密抛光加工工艺,具有抛光效果好、效率高且不产生亚表面损伤等优点,可以在保证表面质量和形状精度的同时大大提高陶瓷球的抛光效率。不过还需要经过更进一步的理论问题深入研究并注入现实应用进行测试才能最终检验该技术大规模应用的可能性。
展望:
尽管近年来我国轴承行业整体呈现中高速增长,但我国的轴承产品附加值低,高性能高精度轴承产品长期受国外控制,尤其是在高速、重载和高温等复杂苛刻条件下,我国高性能轴承技术和产品无法满足装备制造业快速发展要求,高性能轴承产品长期以来依赖进口,严重制约国民经济发展。高性能轴承的核心技术和高端装备长期受制于国外发达国家,严重制约我国相关产业长远健康发展,必须通过基础研究和自主研究加以突破。因此,开展高精度陶瓷球高效低损抛光加工理论基础和应用研究,对于提高我国高端装备技术水平,提升自主创新能力、加快产业升级以及推动国家重大战略产业和尖端科技长远发展具有重要的工程应用价值。
声明:本文由 CERADIR 先进陶瓷在线平台的入驻企业/个人提供或自网络获取,文章内容仅代表作者本人,不代表本网站及 CERADIR 立场,本站不对文章内容真实性、准确性等负责,尤其不对文中产品有关功能性、效果等提供担保。本站提醒读者,文章仅供学习参考,不构成任何投资及应用建议。如需转载,请联系原作者。如涉及作品内容、版权和其它问题,请与我们联系,我们将在第一时间处理!本站拥有对此声明的最终解释权。



{kind=link}
{kind=link}