摘 要:分析了日本高性能低压腐蚀箔结构-性能特征,在此基础上讨论了腐蚀箔结构模型,并采用压汞仪测试和固态铝电解电容器性能测试进行模型验证。结果表明,规格为 U179H 和LT23B腐蚀箔的性能差异主要是由于孔喉结构差异导致的。为了维持电荷中性,Cl– 离子倾向于聚集在蚀坑拐角处,促使拐角附近的薄弱点发生点蚀。而高浓度的Cl– 离子利于与 Al3+ 形成 AlCl3盐膜,导致起蚀点附近的侧壁保持钝化状态,内部蚀坑呈现立方结构。立方蚀坑连接口处形成一个窄小的通道,影响腐蚀箔比容和固态铝电解电容器引出率。因此,降低低压箔的孔喉比参数是提升腐蚀箔性能的一个策略。
关键词:铝电解电容器;低压腐蚀箔;结构模型;孔喉比;比容;引出率
固态铝电解电容器以其独特的性能广泛用于消费类电子产品,并有望取代传统的液态铝电解电容器。为适应电子产品集成化的需求,小型化、高容量和低成本是固态铝电解电容器的发展方向,这也要求阳极箔需要具备很高的比容量[1]。目前,变频腐蚀技术是获得高比容低压阳极箔的商业化主流技术[2]。低压腐蚀箔通常采用交流电腐蚀工艺制备,其孔洞呈现复杂的海绵状结构。有研究报道孔洞尺寸d 与腐蚀频率f呈现指数关系,即d ∝f-n ,其中指数n取决于实验条件。在正弦波交流电流场合下n=0.5[3],正弦波交流电压场合下n=0.78[4],而三角波交流电流场合下n=0.63[5]。郭敏考察了腐蚀频率对低压铝箔性能的影响,并观察到了类似的规律[6]。菅沼栄一等认为,海绵状结构孔洞表面的腐蚀膜具有双层结构,即阳极皮膜和腐蚀皮膜。其中阳极皮膜在铝芯侧和腐蚀皮膜之间,厚度约为3.5nm,腐蚀皮膜厚度为16nm[7]。通常认为,阳极皮膜是在正半周的阳极氧化过程中形成的,而腐蚀皮膜是在阴极半周时发生析氢反应,电极表面pH值升高,导致 Al(OH)3沉积形成的。肖占文等研究了腐蚀皮膜形成条件,基于 Al3+ 沉淀条件和液相传质方程,推导出在阴极半周时 Al(OH)3腐蚀皮膜沉积应满足如下条件[8]:

式中: [Al3+]为蚀坑内 Al3+ 摩尔浓度(mol·L-1)。鈡暉等考察了下限电位Ec与静电容量及腐蚀皮膜质量的关系,发现腐蚀皮膜质量过多或过少,静电容量都低,合适的腐蚀皮膜质量密度在(6~8)×10-6g·cm-2[9]。这些研究都表明,孔洞结构对腐蚀箔性能会有很大影响。基于实验观察,菅沼栄一等提出了如图1所示的腐蚀模型。他们认为第i个正半周的起蚀点发生在拐角处,而且在第i个阳极半周中蚀孔的产生与在该正半周中形成的阳极皮膜以及在第(i-1)个阴极半周中沉积的氢氧化铝有关[10]。然而,该模型对于蚀孔生长的机制尚未明确阐述,而且也未考察对腐蚀箔性能的影响。理解低压腐蚀箔结构模型,对于进一步认识铝箔的交流腐蚀机理和提升腐蚀箔性能具有重要的现实意义。为此,本文首先分析了日本高性能低压腐蚀箔结构-性能特征,在此基础上讨论了腐蚀箔结构模型,并基于压汞仪测试和固态铝电解电容器性能测试进行了模型验证。
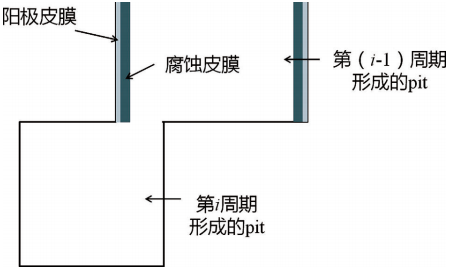
图1 菅沼栄一提出的交流腐蚀模型
1 实验部分
1.1 形貌表征
高比容低压腐蚀箔(规格为 U179H和LT23B)分别从日本KDK販売株式会社和日本蓄電器工業株式会社获得,其10V和21V比容采用EIAJ标准程序测试。腐蚀箔经化成处理后,采用树脂固化,并对截面进行机械抛光,随后采用金相显微镜(型号:ZEISS/AxioVert.A1)表征截面形貌。为了清晰观察低压箔的内部孔洞结构,经过1Hz正弦波电流腐蚀的低压箔通过化成处理后,再进行树脂固化。随后将树脂固化后的一半腐蚀层去除,再在20g·L-1的NaOH溶液中于室温下浸泡以去除残余的夹心层,最后采用场发射扫描电子显微镜FESEM(型号:JSM-7800)以垂直于剩余腐蚀层方向进行观察。
1.2 压汞仪测试
U179H和LT23B腐蚀箔孔径分布采用麦克压汞仪(型号:AutoPoreIV9500)测试。取2.0g样品置于烘箱中干燥2h以去除水分,随后将样品装入膨胀剂中密封好,再将膨胀剂依次装入低压站和高压站进行孔径分析和孔喉比分析。
1.3 计时电位曲线测试
光箔料在不同Cl- 离子浓度条件下的计时电位曲线采用 Autolab电化学工作站进行测试(型号:PGSTAT302N)。光箔料取自东阳光自产的软态光箔,厚度为120μm。施加的电流波形为方波,频率为50Hz,峰值电流密度为0.4A·cm-2。为了考察不同电流波形下的计时电位曲线,分别选择方波、正弦波和三角波交流电流,频率为20Hz,峰值电流密度为0.4A·cm-2。
1.4 固态铝电解电容器电性能测试
以 U179和LT23B腐蚀箔为原材料,进行10V化成,并作为电容器正极材料,使用相同阴极箔、电解纸等配套材料,按照固态电容标准制程工艺制备40组电容器 (6.3 V/680 μF,⌀6.3 mm×8 mm),通过LCR数字电桥测试其电性能参数。
2 结果与讨论
2.1 日本低压腐蚀箔对比分析
表1给出了 U179H 和 LT23B腐蚀箔的性能对比结果。从表1中可以看出,尽管U179H厚度比LT23B厚度大4%,然而在21V 比容和机械强度方面,两种腐蚀箔 性能基本一致。值得注意的是,LT23B的10V比容却要高12%。这些明显的差异说明 U179H和LT23B腐蚀箔的孔洞结构有很大差异。
表1 U179H和LT23B腐蚀箔的性能对比

为了说明这种差异,笔者表征了U179H和LT23B腐蚀箔的截面形貌,如图2所示。从图2可以看出,低压箔的腐蚀层呈现海绵状结构,而且腐蚀层分布均匀。这主要是因为交流电腐蚀时,正半周期内蚀孔的生长几乎同步进行。另外可以看出,U179H 的腐蚀层厚度和夹心厚度分别为45μm 和32μm,而LT23B的腐蚀层厚度和夹心厚度分别为39μm 和38μm。一般而言,腐蚀箔比容与腐蚀层厚度呈正比例关系。这一结果说明,LT23B腐蚀箔单位厚度腐蚀层可以提供更高比容。
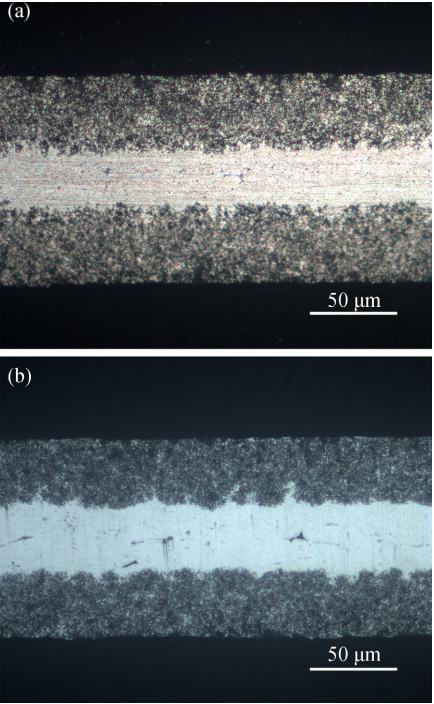
图2 U179H 和LT23B截面形貌对比。(a)U179H;(b)LT23B
笔者进一步表征了 U179H 和 LT23B腐蚀箔的孔径分布,如图3所示。不同于中高压腐蚀箔隧道孔结构,低压腐蚀箔孔洞是亚微米级的海绵状结构,因此
难以采用常规的SEM 表征孔尺寸。压汞仪分析技术基于精确控制的压力将汞压入孔结构中来实现多孔材料孔径表征。汞能进入孔的大小与压力符合 Washburn方程,控制不同的压力,即可测出压入孔中汞的体积,由此得到对应于不同压力的孔径分布曲线。
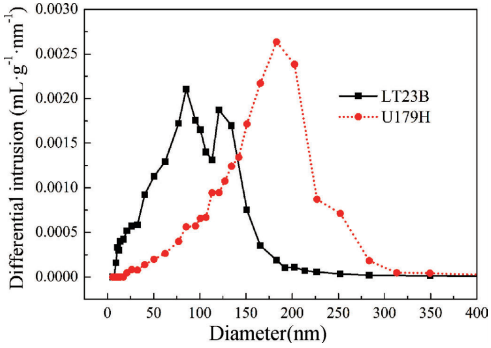
图3 U179H和LT23B的孔径分布
从图3可以看出,LT23B腐蚀箔的孔径分布在10~200nm范围内,峰值孔径在100nm 左右,而U179H腐蚀箔的孔径分布在40~300nm 范围内,峰值孔径在190nm左右。陈锦雄等基于立方蚀孔模型构建了低压腐蚀箔构效关系[11]:
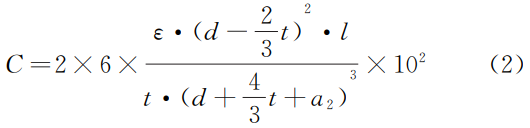
式中:C 为腐蚀箔比容(F·cm-2);e 为介电常数,取值7.43×10-11F·m-1;d 为蚀孔孔径(μm);a2为化成后蚀孔间残留铝芯厚度,即孔筋厚度(μm);l为腐蚀层厚度(μm);氧化膜厚t=k·V,k 为化成常数,取值1.3nm·V-1,V 为化成电压。根据陈锦雄等的研究可以看出,当a2保持一定厚度(0.03~0.05μm)时,10V应用场合的最适孔径dopt为0.12~0.14μm。相比较而言,LT23B腐蚀箔孔径小,峰值孔径处于10V应用的最适孔径附近,因此这可能是LT23B的10V比容高的一个因素。对于21V 应用场合,最适孔径dopt为0.20~0.22μm。U179H腐蚀箔的峰值孔径处于21V应用最适孔径范围内,考虑到其腐蚀层厚度,根据低压腐蚀箔构效关系可以理论预测 U179H 的21V比容更高。实际上,两种腐蚀箔21V性能基本一致,见表1所示。这一结果说明,低压腐蚀箔性能不仅仅取决于蚀孔孔径d和蚀孔间残芯厚度a2。
2.2 低压腐蚀箔模型
为了理解上述腐蚀箔差异,笔者详细探讨了低压箔结构模型。低压腐蚀箔通常采用变频交流电腐蚀工艺制备。在正半周期内,铝箔表面先形成阳极皮膜,
在侵蚀性Cl– 离子作用下阳极皮膜被击破,随后在击破处(起蚀点)进行铝的阳极溶解,产生立方型孔洞。在负半周期时发生析氢反应,使蚀坑内pH 值升高,
引起 Al(OH)3沉淀生成一层薄的腐蚀皮膜。在正半周期和负半周期交替作用下形成复杂的海绵状结构。基于氧化膜形貌分析,菅沼栄一等认为正半周的起蚀点发生在蚀坑的拐角处,是因为拐角处电流容易集中,而且Cl– 浓度也较高[12]。但他们并没有给出这一过程的解释,而明确低压腐蚀过程及腐蚀结构模型对于提升腐蚀箔性能有重要意义。
Osawa等研究了高压铝箔在直流腐蚀过程中早期的蚀坑成核行为,发现蚀坑会从半球形向半立方坑发展[13]。从机理上来说,交流腐蚀正半周与直流腐蚀早期行为类似,电位曲线先增加(形成阳极皮膜的过程),达到最大值,然后下降到稳定电位(Cl– 离子击破)。蚀坑结构之所以呈现半立方坑形貌,是因为在点蚀发生后,蚀坑沿着5个面同时生长,横向生长各有2个面,而纵向只有1个面。在生长速率一致的情况下,蚀坑宽度为蚀坑深度的2倍。横向生长速率dr/dt与横向电流密度i2关系满足公式(3)[14]。

可以看出,当生长速率恒定时,电流密度将保持不变。根据法拉第定律可知,电流密度本质为物质的反应快慢程度。因此,阳极正半周时,在拐角处,铝溶解产生的 Al3+ 离子浓度要远高于面中心处。这是因为拐角处可以看成三个面同时发生溶解,而中心处只有一个面发生溶解。为了保证蚀坑内电荷中性,大量的 Cl–离子必须迁移到拐角处以维持电中性。通常而言,氧化膜被破坏的难易程度主要取决于侵蚀性 Cl- 离子浓度。为了说明Cl– 离子浓度对氧化膜击穿作用的影响,笔者采用电化学工作站测试了光箔料在不同 Cl– 离子浓度条件下的计时电位曲线,如图4所示。从图4中可以看出,在0.05mol·L-1的盐酸溶液中,形成阳极皮膜速度最快,且阳极皮膜不能被击穿。随着盐酸浓度增加,击穿电位f b逐渐减低,表明氧化膜更容易击破。这是因为溶液酸性越强,形成阳极皮膜越难。另外,在阴极半周时,拐角附近 Al3+ 离子浓度高,且越接近拐角处顶点浓度越高,根据式(1)可知,沉积到拐角三个面上的氢氧化铝膜的厚度也会相对厚一些。因此,在下一个阳极半周之时,新起蚀点在拐角附近的薄弱点发生。
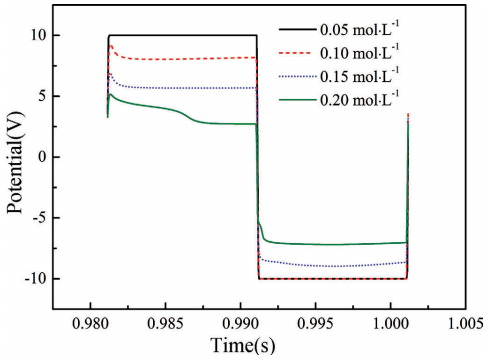
图4 不同Cl– 离子浓度条件下铝箔的计时电位曲线
在交流腐蚀过程中,当拐角附近的阳极皮膜被击穿后,新蚀孔开始生长。在阳极正半周,原有蚀坑拐角附近的Cl- 离子容易迁移到新蚀坑内,并与 Al3+ 离
子结合。在直流腐蚀工艺中,隧道孔pit产生后尖端保持活化并沿(100)面方向生长,而侧壁处于钝化状态,普遍认为这是因为侧壁形成了AlCl3钝化膜,阻碍了横向溶解[15]。类似地,交流电腐蚀时,拐角附近高浓度的Cl– 离子容易与Al3+ 离子形成AlCl3盐膜,从而导致靠近起蚀点的侧壁保持钝化状态,蚀坑沿对角线方向发展,最终形成立方蚀坑,而不是半立方蚀坑。为了证实这种推论,笔者采用复型法观测腐蚀箔内部孔洞结构,如图5所示。从图5可以明显看出,腐蚀箔内部蚀坑呈现出立方结构。因此,对于低压腐蚀箔,其最表层结构为半立方蚀坑,内层结构为立方蚀坑。这种立方蚀坑尺寸d 与腐蚀频率f 呈现指数关系,即d∝f-n ,其中指数n 取决于电流波形。根据 Osawa等的研究可知,高压铝箔初期蚀坑的孔径d ∝te0.5,其中te为腐蚀时间[13]。对于低压腐蚀而言,腐蚀时间为阳极半周期(T/2或1/(2f ))。不同于直流腐蚀过程,低压交流腐蚀中还存在阴极半周析氢和 Al(OH)3膜沉积过程,进而影响阳极半周过程。为了进一步说明电流波形在腐蚀过程中对孔洞结构影响的内在机制,笔者采用电化学工作站考察了方波、正弦波和三角波交流电流下的计时电位曲线,如图6所示。从图6可以看出,电流波形和电势波形相位不同步。对于方波电流(可以近似为直流腐蚀初期),击穿时间tb=1.6ms,氧化皮膜很快被击穿。正弦波电流和三角波电流的击穿时间分别为4.5ms和5.3ms,说明腐蚀时间占比逐渐减少。可以看出,指数n越大,击穿时间tb越大。基于这些分析,可以推论指数n的物理意义为交流腐蚀过程中氧化膜被击破的时间贡献。因此,可以合理控制腐蚀电流波形来调控孔洞孔径尺寸d,进而改善腐蚀箔的性能。
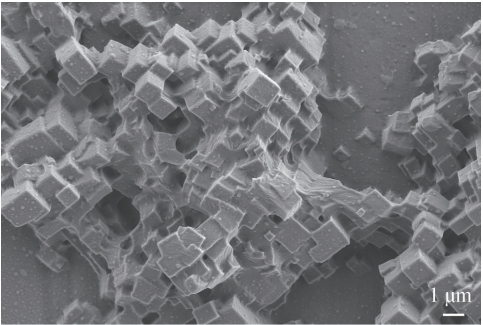
图5 低压腐蚀箔内部结构

(a)方波;(b)正弦波;(c)三角波
图6 不同交流电流波形的计时电位曲线,其中实线为电流波形,虚线为电势波形
基于低压腐蚀箔构效关系可以得到,对于特定的化成电压,存在最适孔径dopt,而最适孔径dopt与孔筋厚度a2相关。然而,通过 U179H 和LT23B腐蚀箔的性能对比说明,腐蚀箔比容不仅仅取决于孔径d 和孔筋厚度a2。因此,进一步推测在交流腐蚀过程中,由于蚀坑侧壁发生钝化,两个立方蚀坑连接口处很难扩张,会形成一个窄小的通道。该通道的存在容易阻碍电解液往腐蚀层深度方向扩散,导致腐蚀过程变得更为困难。为了证实这种通道的存在,笔者通过压汞仪测试了 U179H 和 LT23B腐蚀箔的孔喉比参数。孔喉比的研究已广泛用于岩层中天然气[16]和石油[17]的开采领域,其定义为孔隙直径与喉道直径的比值。压汞仪测试结果表明,U179H 的平均孔喉比为137.7,而LT23B 的 为 51.9。基于图3的结果可以推测出, U179H的喉道直径要小于 LT23B的喉道直径。在高电压化成(如21V)时,U179H 喉道被堵塞的概率越大,表观比容越低。这也就能解释U179H需要更厚的腐蚀层来保证比容,见表1和图2。因此,降低低压箔的孔喉比参数,是提升腐蚀箔性能的一个方向。如前所述,蚀坑的拐角处有大量 Cl- 离子,导致拐角处的氧化膜更容易被击穿。如果降低拐角处的 Cl- 离子浓度,预期起蚀点可以往腐蚀面中心处偏移,进而调控腐蚀箔孔洞结构和性能。为了减弱 Cl– 离子与 Al3+离子络合,电解液中通常会添加 H2SO4或 HNO3添加剂。SO42- 或 NO3– 的存在会妨碍Cl- 在电极表面的供给,阳极皮膜也更容易生成,因而可以提升腐蚀箔性能[18-19]。
2.3 固态电容器测试验证
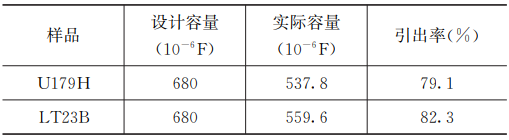
受性能和孔结构限制,目前国内高端的固态铝电解电容器均使用日本产的低压腐蚀箔。笔者以 U179H和LT23B腐蚀箔为原料,按固态电容器标准制程制备40组电容器并测试其电性能参数,结果如表2所示。固态铝电解电容器的电解质为导电性高分子聚合物,比如PEDOT[20]。这些聚合物的分子量较大,渗透性也较差,因此固态电容器容量引出率通常要低于普通
液态电容器的引出率。从表2可以看出,相同条件下,基于LT23B制备的电容器具有更高的容量引出率。这主要是因为 LT23B的喉道直径更大,有利于PEDOT等聚合物向阳极箔内部扩散,有效阴极接触面积更大,导致实际容量更高。这一结果进一步证明,腐蚀箔的孔喉比结构对阳极箔性能有很大影响。
表2 固态电容器电性能测试结果
3 结论
本工作对比了日本高性能低压腐蚀箔结构-性能特征,在此基础上讨论了腐蚀箔结构模型,并基于压汞仪测试和固态铝电解电容器电性能测试进行了验证。结果表明,U179H 和 LT23B腐蚀箔的孔喉结构有很大差异,导致性能有很大不同。为了维持电中性,蚀坑拐角处Cl– 离子易于聚集,新起蚀点在拐角附近的薄弱点发生。而且高浓度的 Cl– 离子容易与 Al3+ 离子
形成 AlCl3盐膜,从而导致靠近起蚀点的侧壁保持钝化状态,使内部蚀坑呈现出立方结构。由于侧壁钝化的发生,立方蚀坑连接口处形成一个窄小的通道,进而影响腐蚀箔比容和固态铝电解电容器引出率。因此,降低低压箔的孔喉比参数,是提升腐蚀箔性能的一个方向。
参考文献:
[1] 金长名.铝电解电容器技术现状及发展趋势 [J].电子技术与软件工程,2018,136(14):217.
[2] 冉亮,杨海亮,刘俊英.低压变频腐蚀技术的探索与产业化 [J].广东化工,2017,44(19):69-71.
[3] Dyer C, Alwitt R.Surface changes during A.C. etching of aluminum[J].Journal of the Electrochemical Society,1981,128(2):300-305.
[4] 鈡暉,市野良一,興户正純,等.電位制御によるアルミニウム箔の交流エッチ ン グ に 及 ぼ す 周波数 の 影響 [J].表面技術,1995,46(8):739-744.
[5] 菅沼栄一,丹野裕司,船越明.塩酸溶液中におけるアルミニウムの交流エッチングで生ずるエッチ層の構造 [J].表面技術,2000,51(9):929-933.
[6] 郭敏.腐蚀频率对铝电解电容器用低压铝箔性能的影响 [J].电子元件与材料,2011,30(7):39-41.
[7] 菅沼荣一,丹野裕司.HCl溶液中の交流エッチングで生 ずるアルミニウム上の皮膜の二重構造 [J].表面技術,1990,41(6):702-703.
[8] 肖占文,杨邦朝.铝箔交流腐蚀的阴极半周期间表面酸度变化与腐蚀产物膜的形成 [J].中国腐蚀与防护学报,1999,19(4):200-206.
[9] 鍾暉,沖猛雄.電位制御によるアルミニウム箔の交流エ ッチングに及ぼす塩酸濃度と溶液温度の影響 [J].表面技術,1995,46(3):270-275.
[10] 菅沼栄一,丹野裕司.高純度アルミニウム箔の塩酸溶液中における交流エッチングで生ずる生成物と拡面倍率 [J].表面技術,2001,52(9):625-629.
[11] 陈锦雄,方铭清,何凤荣,等.低压铝电解电容器用腐蚀化成箔构效关系研究 [J].电子元件与材料,2020,39(1):37-41.
[12] 菅沼栄一,丹野裕司,伊藤武,等.HCI溶液中の交流エッチングで生 ずアルミニウム表面皮膜の検討 [J].表面技術,1990,41(10):1049-1053.
[13] Osawa N, Fukuoka K.Pit nucleation behavior of aluminium foil for electrolytic capacitors during early stage of DC etching [J]. Corrosion Science, 2000,42(3):585-597.
[14] 何凤荣,余凯,张霞,等.扩孔液中 Cu2+ 离子对高压铝箔直流腐蚀的影响 [J].电子元件与材料,2019,38(9):66-70.
[15] 毛卫民,何业东.电容器铝箔加工的材料学原理 [M].北京:高等教育出版社,2012.
[16] Zhang L,Liu X,Zhao Y,et al. Effect of pore throat structure on micro-scale seepage characteristics of tight gas reservoirs [J]. Natural Gas Industry B,2020,7(2):160-167.
[17] 王海涛,张晋言.基于孔喉腔模型研究孔隙结构对于多孔介质孔隙度指数的影响 [J].地球物理学进展,2019,34(2):218-228.
[18] 菅沼栄一,丹野裕司,中野正博,等.塩酸/硫酸混合溶液中におけるアルミニウムの交流エッチング [J].表面技術,1998,49(6):643-648.
[19] Ono S, Habazaki H. Effect of sulfuric acid on pit propagation behaviour of aluminium under AC etch process [J].Corrosion Science,2009,51(10):2364-2370.
[20] Wakabayashi T, Katsunuma M, Kudo K, et al.pH-tunable high performance PEDOT:PSS aluminum solid electrolytic capacitors[J].ACS Applied Energy Materials,2018,1(5):2157-2163
声明:本文由 CERADIR 先进陶瓷在线平台的入驻企业/个人提供或自网络获取,文章内容仅代表作者本人,不代表本网站及 CERADIR 立场,本站不对文章内容真实性、准确性等负责,尤其不对文中产品有关功能性、效果等提供担保。本站提醒读者,文章仅供学习参考,不构成任何投资及应用建议。如需转载,请联系原作者。如涉及作品内容、版权和其它问题,请与我们联系,我们将在第一时间处理!本站拥有对此声明的最终解释权。
{kind=link}
{kind=link}