摘要: 为了确定钠硫电池关键部件 β〞-Al2O3 陶瓷管的极限强度,利用直尺、游标卡尺及壁厚仪测量了陶瓷管外形尺寸,通过静水压爆破试验得到了爆破极限压力,采用薄壁容器受压后应力近似公式和第一强度理论设计准则计算出陶瓷管的极限应力,并分析了影响极限应力的主要因素,这对陶瓷管的强度校核和优化设计具有很强的指导意义。
关键词: 钠硫电池; 陶瓷管; 静水压; 爆破试验; 极限应力
1 引 言
在过去的 40 多年里,钠硫电池作为一种先进的高能量密度二次电池已在国际上受到极大的重视。钠硫电池具有容量大,体积小,寿命长,效率高的优点,原材料广,制备成本低,不受场地限制,维护方便,是各种先进二次电池中最成熟最具潜力的一种先进储能电池[1]。β 〞-Al2O3 陶瓷管作为钠硫电池的固体电解质,是其工作的核心材料,对电池的性能及可靠性寿命有着直接的影响,钠硫电池早期失效大多是以β〞-Al2O3陶瓷管破裂而告终[2,3]。因此,亟需测试陶瓷管的极限强度以指导钠硫电池的优化设计。
压力容器静水压爆破试验是一种破坏性试验,也是一种重要的容器整体试验方式,能较好地反映管实物的力学性能水平。通过爆破试验来检查压力容器的各项机械性能、结构设计的合理性与可靠性,以及实际安全裕度的大小和其它方面性能,对新产品的开发鉴定及旧设备的判废分析,都有十分重要的意义[4,5]。本文利用静水压爆破试验机测定了陶瓷管爆破压力,在陶瓷管爆破断裂口完好的情况下根据测定的数据、试验现象作出爆破试验结果的评定,并计算出陶瓷管的极限应力。
2 试验方法
利用水压测试设备对陶瓷管进行压力测试,将陶瓷管安装在静水压爆破试验机上,如图 1 和图 2 所示。在控制机上输入不同的参数,高压泵产生高压液体,经过压力控制系统,由高压软管输送给试样中,进行陶瓷管的长时间静液压试验和爆破试验,测试爆破极限压力。

图 1 陶瓷管安装示意图

图 2 静水压爆破试验机
3 陶瓷管静水压爆破试验
3.1 陶瓷管外形尺寸的测量
在进行静水压爆破试验之前,要测量陶瓷管的外形尺寸,挑选出适合静水压爆破试验机的样品。先将β〞-Al2O3 陶瓷管横向分 8 等分(1 ~ 8) ,纵向分 5 等分( 管口到底部依次为 A ~ E) ,如图 3 所示,用直尺、游标卡尺及壁厚仪分别测量了四根陶瓷管长度、外径和壁厚,测量平均值见表 1,均符合试验机的要求。
表 1 β〞-Al2O3 陶瓷管的几何尺寸

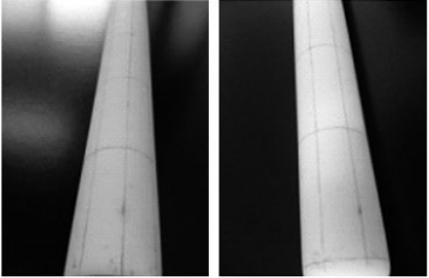
图 3 陶瓷管外形尺寸测量示意图
3.2 试验装置及技术参数
静水压爆破试验机主要由爆破试验台、气动驱液泵( M72-VE,压力比∶ 1∶ 86,M189-VE,压力比∶ 1∶ 220) 、高压注水泵、电控箱、微机控制系统、压力传感器、温度传感器等组成,如图 2 所示。
由于陶瓷管容易受潮[6],不宜用水做介质,选用酒精作为试验介质。选用的试验机爆破压力最大为 150MPa,试验中低压泵出口流量为 0.72 L /min,高压泵出口流量为 0.28 L /min。工件测试为外压测试法,外压测试静压测试压力为 80 ~ 120 MPa。
3.3 试验过程
陶瓷管爆破试验具有一定的危险性,本文是根据行业标准 SY5992-94[7]来开展试验。试验主要步骤:(1) 起动空压机和冷干机; (2) 通过 PLC 发出信号使系统对工件进行充液,同时压力传感器检测充液压力; (3) 当低压水泵对长筒型陶瓷容器充满水后,压力传感器检测到注水压力达到一定值后,系统开始启动高压泵对长筒型陶瓷容器进行注液加压直至爆破; (4) 待系统完全停止工作,打开测试门,取出工件。
4 试验结果及分析
4.1 试验结果
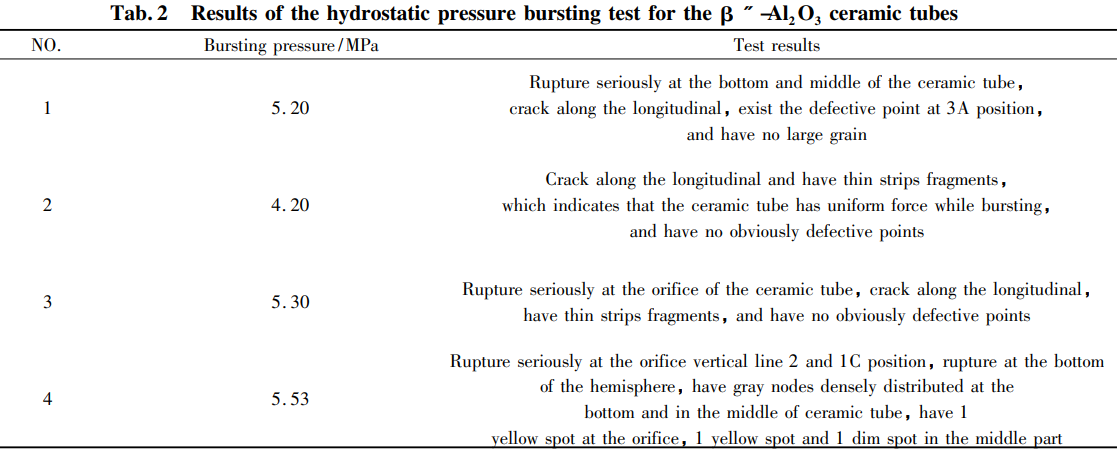
β〞-Al2O3 陶瓷管静水压爆破试验结果列于表 2
表 2 β〞-Al2O3 陶瓷管静水压爆破试验结果
4.2 数据计算分析
由表 1 可知,陶瓷管的壁厚,属于薄壁结构。因此,在忽略径向应力的情形下,陶瓷管各点的应力状态均
为平面应力状态,纵向应力和环向应力的近似公式分别为[8]

其中,σm、σt 分别为纵向应力和环向应力,p 为爆破压力,Dm 为公称直径,h 为厚度。从式(1) 和(2) 不难看到,环向应力为纵向应力的两倍,陶瓷管在施压时所承受最大应力应发生在环向,这与爆破试验结果中所描述的陶瓷管一般沿纵向裂开、碎片成细条状一致。因此,应以环向应力来计算陶瓷管的极限应力。
将表 2 中爆破压力取平均得到 p = 5.06 MPa,代入式(2) 计算出![]() MPa。第一强度理论设计准则为
MPa。第一强度理论设计准则为
![]()
式中,σb 为陶瓷管的极限应力,nb 为安全系数。陶瓷等脆性材料的安全系数范围一般在 2.5 ~ 3.5,这里取 nb = 2.5。由此,可以计算得到陶瓷管的临界极限应力 σbcr = σb × nb = 182.48 MPa。
实际上,β〞-Al2O3陶瓷管制备过程中材料掺杂、成型压力、烧结温度对其机械性能的影响很大,通过对陶瓷管工艺改进使其缺陷减少,可大幅度提高陶瓷管的机械强度。
5 结 论
(1) 通过自行搭建的钠硫电池陶瓷管水压测试平台对 β 〞-Al2O3 陶瓷管开展了静水压爆破试验,试验结果表明该静水压爆破试验机及其工艺设计合理,试验方案切实可行,这为陶瓷管水压测试标准的建立及其强度校核提供试验基础;
(2) 爆破试验揭示了陶瓷管破裂多发生在管口及底部,这说明增强陶瓷管机械强度的关键在于进一步优化其管口和底部的工艺设计参数;
(3) 通过试验与计算分析得出的 β〞-Al2O3 陶瓷管极限应力为 182.48 MPa,与国标 GB /T5593-1955 规定(95% 氧化铝陶瓷材料极限强度一般在 160 MPa 以上) 相符,这为陶瓷管机械强度性能分析提供重要技术参数。
参 考 文 献
[1]孙丙香,姜久春,时 玮,等.钠硫电池储能应用现状研究[J].现代电力,2010,27(6) : 62-65.
[2]司鹏程,张 荻,王 健,等.Na-S 电池中的材料反应[J]. 材料科学与工程学报,1997,19(4) : 15-18.
[3]温兆银,顾中华,陈昆刚,等.β〞-Al2O3 陶瓷的强化和韧化[J]. 硅酸盐学报,1995,23(4) : 434-438.
[4]陈永康,王红辉,楼欣荣.压力容器爆破试验 P ~ V 图自动测绘与控制技术[J]. 工业仪表与自动化装置,1993,(6) : 39-43.
[5]刘洪飞. 螺旋缝焊管静水压爆破试验分析[J].检测技术,2011,40(6) : 60-64.
[6]杨淑平,杨芝洲.β 氧化铝陶瓷电解质的吸水性[J].硅酸盐通报,1984,(2) : 13-16.
[7]SY /T5992-1994,输送钢管静水压爆破方法[S].
[8]范钦珊. 工程力学[M].第 1 版,北京: 机械工业出版社,2007:228.
声明:本文由 CERADIR 先进陶瓷在线平台的入驻企业/个人提供或自网络获取,文章内容仅代表作者本人,不代表本网站及 CERADIR 立场,本站不对文章内容真实性、准确性等负责,尤其不对文中产品有关功能性、效果等提供担保。本站提醒读者,文章仅供学习参考,不构成任何投资及应用建议。如需转载,请联系原作者。如涉及作品内容、版权和其它问题,请与我们联系,我们将在第一时间处理!本站拥有对此声明的最终解释权。




{kind=link}
{kind=link}