Abstract: It is possible to improve the machinability of aluminum nitride-hexagonal boron nitride (AlN-h-BN) ceramics while maintaining high strength and high thermal conductivity. The composite ceramics with 0–30 wt% BN as secondary phase were prepared by hot pressed sintering, using yttrium oxide (Y2O3) as sintering aid. The phase composition, density, microstructure, mechanical properties, thermal conductivity, and dielectric properties were investigated. The sintering additives were favorable to purify the grain boundaries and improve densification, reacting with oxide impurities on the surface of raw material powder particles. The optimum BN content improved the flexural strength and fracture toughness of composite ceramics with 475 MPa and 4.86 MPa·m1/2, respectively. With increasing the amount of BN, the thermal conductivity and hardness of composites gradually decreased, but the minimum value of thermal conductivity was still 85.6 W·m−1·K−1. The relative dielectric constant and dielectric loss tangent of the samples ranged from 6.8 to 8.3 and from 2.4 × 10−3 to 6.4 × 10−3, respectively, in 22–26 GHz.
Keywords: aluminum nitride (AlN); boron nitride (BN); mechanical properties; thermal conductivity
1 Introduction
In recent years, the development of large-scale integrated circuits, semiconductor module circuits, high-power devices, and 5G technology has placed higher requirement on heat dissipation and packaging ceramic materials. So far alumina ceramics are the most used substrate materials in the electronics industry, with good mechanical strength (450–550 MPa) and chemical stability [1]. However, the relatively low thermal conductivity (36–39 W·m-1·K-1) of alumina limits its application at higher standards [2]. Beryllium oxide ceramics with high thermal conductivity (250 W·m-1·K-1) and good shock resistance, also occupy a priority status in the heat dissipation substrate. Although high purity beryllium oxide ceramics are very safe, the powders of beryllium oxide are highly toxic, which hampers their further development [3,4]. It is of great significance to develop the ceramic substrate material with excellent comprehensive performance.
Aluminum nitride (AlN) ceramic has some excellent properties, such as good insulation, high thermal conductivity, low density, high strength, high temperature resistance, melt metal corrosion resistance, and low dielectric constant [5–7], considering to be an ideal material for new generation of highly integrated semiconductor substrates and electronic device packaging, and other places that require heat conduction and strength support [8,9]. However, due to the high hardness of aluminum nitride and its relatively low fracture toughness (around 3 MPa·m½) [10], the cost and difficulty of processing increase because of its brittle fracture behavior. Considering the manufacture of precision parts to utilize AlN, it is important to improve the machinability of materials and maintain relative excellent comprehensive performance. Therefore, it is a good choice to fabricate multiphase ceramics by means of composite design to improve machinability. Hexagonal boron nitride (h-BN) also known as white graphite is laminate structure ceramic materials, having the characteristics of low hardness, good electrical insulation, low dielectric constant, high temperature stability, good thermal conductivity, good chemical inertness, and so on. Moreover, a series of studies have been carried out to improve machinability using h-BN, such as SiC–h-BN, SiO2–h-BN, Al2O3–h-BN, Si3N4–h-BN, and zirconia-toughened alumina (ZTA)–h-BN [11–16]. Based on this, there is a good expectation to prepare AlN–h-BN composite ceramics. Since both AlN and h-BN are the covalent compound, it is difficult to achieve near complete densification by conventional pressureless sintering method subjecting to limited atomic mobility in the sintering process [17]. The hot pressing method can provide a way to not only shorten sintering time, but also effectively improve the sintering densification [18]. Jin et al. [19] prepared capsule-like h-BN-coated AlN powders by nitridation reaction in nitrogen gas, and sintered by hot-pressing with various BN content. The flexural strength of the composite ceramics decreased slowly when the BN content was increased. Makarenko et al. [20] utilized low-temperature aluminum diboride (AlB2) as a precursor to produce the composite AlN–BN-based powders. Then the compact samples were hot pressed from the synthesized powders with the bending strength of 235–240 MPa. He et al. [21] prepared AlN–BN composites using Sm2O3–CaF2 as sintering additives by spark plasma sintering. They researched the additives and h-BN content on the properties of samples, showing that the highest thermal conductivity value was 85 W·m-1·K-1 when introducing 8 wt% sintering aids. Jin et al. [22] studied the influence of BN content on the properties of AlN–BN ceramics without sintering additives by hot pressing. The results suggest that the bending strength and fracture toughness decreased apparently as the content of boron nitride increased. The thermal conductivity of single-phase AlN was only 81.2 W·m-1·K-1, and even lower for multiphase ceramics. Therefore, how to improve the comprehensive performance of AlN–BN composites still needs to be further studied. In this paper, we prepared AlN–h-BN composites with the sintering additive of Y2O3 by hot pressing from commercial AlN and h-BN powders. The effect of h-BN content on the densification, phase constitution, microstructure, mechanical properties, and dielectric properties of the sintered specimens was assessed. The purpose of this work is to improve the machinability of composites and at the same time make the AlN–BN ceramics have the relatively high thermal conductivity and good mechanical properties.
2 Experimental
Commercially available powders used in this study were AlN (grade E, d50 = 1.09 µm; Tokuyama Co., Yamaguchi, Japan), h-BN (99.9% purity, 1–2 µm; Shanghai Aladdin Bio-Chem Technology Co., Ltd., China), and Y2O3 (99.9% purity; Shanghai Aladdin Bio-Chem Technology Co., Ltd., China). The oxygen content in the AlN and h-BN starting powders was 0.77 and 0.50 wt%, respectively, according to oxygen/nitrogen analyzer (ON-3000, NCS Testing Technology Co., Ltd., China). Y2O3 was utilized as sintering additive. The compositions of samples are shown in Table 1.
Table 1 Composition of different samples in the experiments

Firstly, scaled raw powders were ball mixed for 12 h using high-purity zirconia milling balls. Anhydrous ethanol is used as ball mill medium. Then the slurries were addressed at 65 ℃ in a rotary vacuum evaporator. The powder mixture was additionally dried for 24 h at 80 ℃ in drying oven and screened through a 200-mesh sieve to minimize powder agglomeration. Finally, the powder mixtures were sintered in the hot press furnace (heating rate: 20 ℃/min; HP P 12.5 4LA, FCT Systeme GmbH, Germany) at 1900 ℃ for 1 h under a pressure of 50 MPa in nitrogen atmosphere. The size of obtained compacts was 50 mm in diameter and 6 mm in thickness. The graphite gasket layer of disks was removed by diamond grinding wheel.
The bulk density of specimens was measured by Archimedes method using water as immersing medium, and the theoretical density was calculated by the rule of mixture. The phase composition was determined by X-ray diffraction analysis (XRD; D/max-2550, Rigaku, Japan) using Cu Kα radiation. The fracture morphology of the sintered composites was examined by field emission scanning electron microscope (SEM; Merlin, Zeiss, Germany). The transmission electron microscope (TEM; JEM-2100F, JEOL Ltd., Japan) with high resolution transmission electron microscope (HRTEM) mode was used to characterize the microstructure of the samples. The flexural strength at room temperature was investigated by three-point bending tests (AG-IC, SHIMADZU, Japan) with a span width of 30 mm and a crosshead speed rate of 0.5 mm/min on chamfered rectangular (size: 3 mm × 4 mm × 36 mm) bar. The stressed surface of the test sample was polished. The fracture toughness was measured by single edge notched beam method (AG-IC, SHIMADZU, Japan) with a 16 mm span and a loading rate of 0.05 mm/min using 2 mm × 4 mm × 22 mm test bar. The hardness was determined by Vickers indentation (Tukon 2500, Wilson, USA) using a load of 5 kg and a holding time of 10 s on polished surface. These mechanical property tests were performed on the surface perpendicular to the z-axial direction that paralleling to the pressing direction of sintering, and seven specimens were used for each item.
The laser flash method (LFA 467 HT, Netzsch, Germany) was used to measure the thermal diffusivity (α) and specific heat capacity (Cp) of specimens (size: 10 mm × 10 mm × 2.5 mm for z-axial direction) at room temperature according to ASTM E-1461-2013. Thermal conductivity of the composites was calculated by the equation:
λ=αρCp (1)
where λ is the thermal conductivity and ρ is the density. Data was averaged on three measurements for each sample.
Dielectric constant and dielectric loss (tanδ) were measured on the vector network analyzer (N5230C, Heysight, USA) within the range of 22–26 GHz at room temperature, deriving with scattering parameter by waveguide transmission/reflection method[23]. The size of specimens is 8.62 mm × 4.30 mm × 3.67 mm.
3 Results and discussion
3. 1 Phase composition
The XRD patterns of sintered ceramics containing various contents of BN are shown in Fig. 1. For all composites, the phases of AlN and BN in the raw materials are clearly identified but Y2O3 phase. There is no phase of zirconia contamination introduced by the powder mixing process. In addition, the new phases of YAlO3 (YAP) and Y4Al2O9 (YAM) were found out in the patterns. This is because Y2O3 reacted with oxidizing impurities in the raw powders to form the new phases at high temperature in which Al2O3 originated from the spontaneously oxidation of raw AlN powder. According to the calculation of oxygen content in the raw materials, the minimum molar ratio for Y2O3 and Al2O3 was 1.31∶1 in sample of A100Y. During the sintering process, Y2O3 was consumed by Reactions (2) and (3). Similar phenomena have been reported in the AlN ceramics sintering process [24–26]. With the increase of the h-BN content, the diffraction peaks of h-BN gradually become stronger. In addition, the intensity contrast of different (hkl) peaks of YAP, such as (101) and (002) peaks, differs in different samples, showing the different orientation of YAP.
Y2O3 + Al2O3 → 2YAlO3 (2)
2Y2O3 + Al2O3 → Y4Al2O9 (3)

Fig. 1 XRD patterns of as-prepared AlN–h-BN composites.
3. 2 Densification and microstructure
Relative density of hot-pressed composites is presented in Table 2. With the increasing h-BN content in composites, the relative density of the composites increased with a relatively slower decrease after the increase. This can be attributed to the stomatal discharging and boron nitride grain growth in ceramics sintering process. While hot pressing AlN and Y2O3 powders without BN at 1900 ℃, since the low eutectic temperature for Al2O3–Y2O3 systems is around 1760 ℃, there was liquid phase in the sintering process under high temperature condition [27,28]. The high sintering temperature not only decreased the viscosity of Y–Al–O liquid phase to promote the liquid distribution, but also made the grain edges easily dissolve into the liquid phase [8]. In this case, AlN grains tended to overgrow, causing the pores between grains failure to evacuate in time, which had a negative impact on achieving full dense. As for the sample of A95BY, the degree of densification had a little growth when the BN content was increased to 5 wt%, comparing with the sample of A100Y. This can be explained that existing of BN partly inhibited the diffusion of liquid phase by pinning each other between the different phases, which was beneficial to reduce the pores in the sintering process. However, the relative density decreased slightly with increasing BN content in the samples of A90BY, A80BY, and A70BY, because of the poor sinterability as well as the cleavable nature and the agglomeration of the BN platelets, which introduced some flaws into the matrix.
Table 2 Relative density, Vickers hardness, and thermal conductivity of composites with different content of h-BN

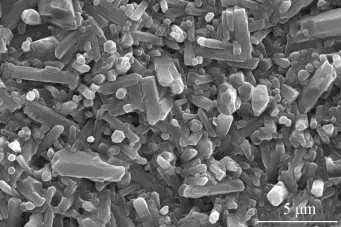
AlN grains (Figs. 2(b)–2(e)), the dispersion of BN grains around hexagonal AlN grains is observed according to its flake-like morphology, being increasingly obvious with the increase of the BN content, which is consistent with analysis results of density above. He et al. [21] prepared AlN–BN composites by sparking plasma sintering method with varying contents of hexagonal boron nitride. They reported that the layered boron nitride grains in composites also have the same distribution structure as this study through the microstructures of fracture surface. The average grain sizes of AlN in the samples of A100Y and A95BY5 are approximately 3.06 and 2.83 μm, respectively, as shown in Figs. 2(a) and 2(b), and the grain size is inhomogeneous that some grains perform evident overgrowth. Both transgranular and intergranular fractured grains are existed. The fracture morphology is relatively neat and distinct. With increasing the BN content, the AlN grain became smaller and smaller as shown in Figs. 2(c)–2(e). This indicates that the flake h-BN validly restrained the grain growth of AlN and avoided abnormal grains, showing that second phase was able to induce a proper pinning effect on refining grain. The pinning effect is similar to that observed in spark plasma sintering (SPS) AlN–BN composites [21]. Additionally, intergranular fracture turned to hold dominant position as shown in Figs. 2(c)–2(e).

Fig. 2 BSE images of the fracture surface of sintered composites: (a) A100Y, (b) A95BY, (c) A90BY, (d) A80BY, and (e) A70BY.
Figure 3 shows TEM and HRTEM images of A80BY. It shows that Y–Al–O phase is existed between AlN and h-BN grains according to energy dispersive spectroscopy (EDS) analysis in Fig. 3(a). They are in close contact with neighborhood grains confirming to the high density mentioned previously. To understand the interface between different grains, the HRTEM image of triple grain boundary junction is shown in Fig. 3(b). It is clearly shown that the atomic transition region with thickness of about 5 nm exists between the different grains. The interlayer spacing in the picture region of lower right that has the distinguishable lattice fringes is 0.268 and 0.266 nm, corresponding to the plane spacing of (100) of AlN and (200) of YAP, respectively.

Fig. 3 (a) TEM image of A80BY with EDS analysis and (b) HRTEM image of triple junction marked in (a).
3. 3 Mechanical properties
Figure 4 shows the flexural strength and fracture toughness of sintered AlN–BN composites with different content of h-BN. Both the flexural strength and fracture toughness present a trend of increasing first and then decreasing with increasing the BN content. When the content of h-BN was 20 wt%, the strength and toughness of the obtained AlN–BN reach its maximum of 475 MPa and 4.86 MPa·m½, respectively. When the content of h-BN is changed from 5 to 10 wt%, the flexural strength and fracture toughness increase from 431 MPa and 4.17 MPa·m½ to 453 MPa and 4.46 MPa·m½, respectively, which is remarkably improved compared to AlN ceramic (356 MPa and 3.11 MPa·m½). On the other hand, the addition of sintering additive of Y2O3 formed the liquid phase environment on the surface of AlN grains in the high temperature stage. The liquid phases attempted to occupy the lowest free energy state because of the surface tension, filling the pores, and pulling the particles together. The YAP and YAM phases primarily dispersed at the isolated grain junction (as shown in Fig. 2) during final stage sintering, which enhanced the bonding strength between AlN grains. Comparing to sintering additive-free AlN–BN composite ceramics [22], the addition of Y2O3 played the crucial role in improving the strength of composites. On the other hand, the homogeneous dispersion of h-BN and microcrack toughening also played a major part. Hexagonal boron nitride has a layered structure, and the layers are held together by van der Waals forces between each other. The good interfacial contact between the grains of each phase is beneficial to improve the mechanical properties of composites [29–31]. The lamellar structure is easily deformed and filled during the sintering process, which makes the two phases more closely bonded, and the addition of sintering additives reduces the formation of defects. Microcracks were inclined to propagate along the week joint surface between layers of h-BN and grain boundary of AlN, inducing microcrack deflection, branching, and bridging, which is contributed to absorption and consumption of breaking energy to improve the toughness. However, when h-BN mass fraction is 30%, the flexural strength and facture toughness drop to 392 MPa and 4.36 MPa·m½, respectively. The attainment of such a change was attributed to the percolating network formed with the AlN matrix grains, reducing the contact area between grains. Furthermore, the agglomeration of h-BN as a relatively weak phase also deteriorated the mechanical properties of the composites.

Fig. 4 Flexural strength and fracture toughness of composites with different BN content.
The influence of the h-BN content on the Vickers hardness is summarized in Table 2. The Vickers hardness of AlN–BN composites in the study is 3.52–9.83 GPa. The hardness of the composites decreased gradually with increasing h-BN content compared to monolithic AlN. This is expected from the rule of mixtures because h-BN is a soft material that its hardness ranges from 0.20 to 0.25 GPa in different orientations [32]. The Vickers hardness of carbide tool commonly used in commercial application is between 13.6 and 17 GPa, which ensures that the composite ceramic in this paper could be processed by carbide tools. In particular, the higher the boron nitride content, the easier the processing.
The influence of the h-BN content on the Vickers hardness is summarized in Table 2. The Vickers hardness of AlN–BN composites in the study is 3.52–9.83 GPa. The hardness of the composites decreased gradually with increasing h-BN content compared to monolithic AlN. This is expected from the rule of mixtures because h-BN is a soft material that its hardness ranges from 0.20 to 0.25 GPa in different orientations [32]. The Vickers hardness of carbide tool commonly used in commercial application is between 13.6 and 17 GPa, which ensures that the composite ceramic in this paper could be processed by carbide tools. In particular, the higher the boron nitride content, the easier the processing.
3. 4 Thermal conductivity
In this study, the thermal conductivity of the samples with different h-BN content is summed in Table 2. For the single-phase AlN ceramic, the impurity of oxide has an adverse influence on the thermal conductivity, since the oxidation layer on the surfaces of AlN particles blocks the direct connection between the aluminum nitride lattices and diffuses into the lattice to produce aluminum vacancies during the sintering [25,33]. When introducing the sintering aid of yttria, it reacted with oxygen impurity at high temperature and thereby reduced the free oxygen content [34]. Besides, the yttrium-aluminate phases are mainly dispersed at the separated AlN grain junctions rather than along the grain boundaries completely, avoiding completely scattering of phonons [35]. The thermal conductivity of composites monotonically decreases with h-BN content increasing. The minimum value is 85.6 W·m-1·K-1 when the BN content is up to 30 wt%, which still shows a relatively good thermal conductivity. It can be explained that AlN and h-BN mainly conduct heat transfer through phonons, while grain boundaries and second phases affect the continuity of lattice vibrations. In addition, the thermal conductivity in the (0001) lattice face orientation is far greater than the direction between layers because of the anisotropic crystal structure of h-BN. Kusunose and Sekino [36] prepared the highly oriented h-BN by hot pressed sintering and studied the thermal conductivity of different orientations. The results show that the thermal conductivity perpendicular to the hot-pressing direction was greater than 120 W·m-1·K-1; nevertheless, the thermal conductivity parallel to the hot-pressing direction was as low as 10 W·m-1·K-1. As the boron nitride content increased, more BN randomly dispersed around the AlN grain inhibiting the excessive growth of it, which could bring about the enhancement of phonon scattering and thereby lowering the thermal conductivity. In previous studies, the thermal conductivity value of AlN ceramic prepared by plasma sintering was 148 W·m-1·K-1 with the optimal amount of doped-Y2O3 aid [37], and the thermal conductivity of AlN‒BN composites ranged from 109.8 to 58 W·m-1·K-1 using Sm2O3–CaF2 as sintering additives with h-BN content increasing [21], which is lower than that of this paper.
3. 5 Dielectric property
The dielectric properties of AlN–BN composites with different h-BN content at 22–26 GHz are shown in Fig. 5. The real part of the dielectric constant decreases with the increase of frequency, and there is a small fluctuation in samples A90BY and A95BY. In the test frequency, the average of the relative permittivity of A100Y, A95BY5, A90BY5, A80BY5, and A70BY5 is 8.3, 7.8, 7.6, 7.0, and 6.8, respectively. He et al. [38] and Kume et al. [39] prepared AlN ceramics using Y2O3– CaF2 as sintering additives by SPS method and studied the dielectric properties at 18–40 GHz. The results show that the relative dielectric constant changed from 8 to 8.5, which was nearly the same as the sample of A100Y in this study. Since the dielectric constant of h-BN is around 4 and lower than that of AlN [40,41], the relative permittivity of the composites decreases monotonously with the increase of boron nitride content, as shown in Fig. 5(a). In terms of dielectric loss tangent (tanδ), the mean value of tanδ of A100Y, A95BY5, A90BY5, A80BY5, and A70BY5 is 4.4 × 10-3, 2.4 × 10-3, 4.3 × 10-3, 4.2 × 10-3, and 6.4 × 10-3, respectively, as shown in Fig. 5(b). On one hand, oxygen impurities had a clear effect on the dielectric loss of AlN ceramics at high frequency [42]. Since the sintering additives reacted with alumina at high temperature, the oxygen impurities in the crystal lattice were easily diffused to the gain surface for reaction, which reduced the oxygen vacancy in the composites. This is one reason that all samples have low dielectric loss. On the other hand, the crystal imperfection leads to extrinsic loss deterioration, such as microcracks, pores, grain boundaries, impurities, and defects [39,43,44]. When the content of boron nitride in composites increases, defects and pores are more likely to be introduced. This is the important reason for that the sample of A70BY has higher tanδ value and A95BY has lower tanδ value compared to other samples, relating to relative density and h-BN content.

Fig. 5 (a) Relative permittivity (ε′) and (b) dielectric loss (tanδ) of AlN–BN composites with different h-BN content at 22–26 GHz.
4 Conclusions
Fully dense AlN–h-BN composite ceramics were fabricated by hot pressing method with 50 MPa uniaxial pressure at 1900 ℃. The sintering aid of Y2O3 formed the liquid phase by reaction with the oxide on the surface of AlN particles in the high temperature sintering process, enhancing the bonding of grains. With the increase of boron nitride content, the agglomeration of its stratified structure introduced some flaws, which slightly reduced density. Vickers hardness and thermal conductivity decreased with increasing h-BN content. Lower hardness and layered dissociable structure enhanced the machinability of the composites. Flexural strength and fracture toughness increased firstly and then decreased. When the content of h-BN was 20 wt%, the strength and toughness of the obtained AlN–BN reached its maximum of 475 MPa and 4.86 MPa·m½, respectively, and the thermal conductivity was 98.3 W·m-1·K-1. The relative dielectric constant and dielectric loss tangent of the samples ranged from 6.8 to 8.3 and from 2.4 × 10-3 to 6.4 × 10-3, respectively, in 22–26 GHz, relating to the dielectric properties and microcosmic defects between the two phases.
References:omit
Declaration: This article is provided by CERADIR™ users or obtained from Internet, the content does not represent the position of CERADIR™. We are not responsible for the authenticity/accuracy of the article, especially the effects of the products concerned. This article is for study only, it does not constitute any investment or application advice. For reprinting, please contact the original author. If it involves the copyright and/or other issues, please contact us and we will deal with it asap! CERADIR™ has the interpretation of this declaration.